Jak připojit vodiče ke svařovacímu invertoru?
Svařovací zařízení dnes přichází v mnoha variantách. Největší oblibu mezi domácími kutily si ale invertorová zařízení získala díky své kompaktnosti a všestrannosti. Svařovací invertor je zařízení, které umožňuje mistrovi provádět různé druhy svařovacích prací. K jejich efektivnímu provádění však nestačí mít drahou jednotku, musíte se také naučit používat svařovací stroj.
Instalace a připojení jednotky
- jednotka musí být umístěna tak, aby byla ve vzdálenosti minimálně 2 m od stěn nebo jakýchkoliv předmětů;
- zařízení musí být uzemněno;
- místo svařování musí být zvoleno tak, aby bylo daleko od hořlavých předmětů;
- Doporučuje se vařit buď na volné ploše nebo na kovovém stole.
Střídač lze připojit jak do domácí sítě (220 V), tak do sítě s napětím 380 V, která se běžně používá ve výrobě. Pokud plánujete jednotku používat mimo elektrické sítě, pak ji lze napojit na generátor, naftu nebo benzín.
Elektrické připojení
Připojení svářečky k domácí elektrické zásuvce často způsobuje problémy. Důvodem jejich výskytu může být stará elektroinstalace nebo nedostatečný průměr jeho drátů. Obvykle jsou rozvody dimenzovány na proud do 16 A. A protože všechna zapnutá zařízení v domě mohou tuto hodnotu překročit, instalují se z bezpečnostních důvodů jističe (automatické jističe). Proto při připojování potřebujete znát výkon svářečky, aby nespustil stroj.

Připojení střídače k domácí síti
Měli byste také věnovat pozornost čerpání sítě. Pokud při zapnutí střídače zaznamenáte pokles napětí v elektrické síti, znamená to nedostatečný průřez vodičů. V tomto případě je nutné změřit, na jaké hodnoty klesne napětí. Pokud klesne na hodnoty pod minimálními hodnotami, se kterými může střídač pracovat (uvedeno v pokynech), nelze zařízení k takové síti připojit.
Pomocí prodlužovacího kabelu
Síťový kabel připojený ke střídači splňuje všechny požadavky na napájení a nezpůsobuje problémy s připojením. Pokud však jeho délka nestačí, měli byste zvolit prodlužovací kabel s průřezem vodiče nejméně 2,5 mm 2 a délkou nejvýše 20 metrů. Takové parametry prodlužovacího kabelu budou stačit na to, aby střídač fungoval s proudem až 150 A.
Je třeba si uvědomit, že při připojování zařízení k síti pomocí přenosného pouzdra by jeho zbývající část neměla být navinutá, protože když je jednotka zapnuta, změní se na indukční cívku. V důsledku toho se vodiče přehřejí a prodlužovací kabel selže.

Připojení ke generátoru
V případech, kdy není možné zařízení připojit k elektrické síti, můžete jej připojit ke generátoru, který běží buď na benzín nebo naftu. Nejrozšířenější jsou benzinové elektrárny. Ale ne všechny jsou vhodné pro připojení svařovacích strojů. Aby invertor fungoval efektivně, musí mít generátor výkon alespoň 5 kilowattů a produkovat stabilní výstupní napětí. Kolísání napětí může svářečku poškodit.
Mělo by se také vzít v úvahu, jak průměr elektrody budete pracovat. Například pokud má elektroda průměr 3 mm, pak bude potřeba provozní proud asi 120 A s napětím oblouku 40 V Pokud počítáme výkon svařovacího invertoru (120 x 40 = 4800), my získat hodnotu 4,8 kW. Vzhledem k tomu, že se bude jednat o spotřebovaný výkon, bude elektrárna schopná vyrobit pouze 5 kW pracovat na hranici svých možností, což výrazně sníží její životnost. Proto musí být generátor vybrán s některými výkonová rezerva, přibližně o 20-30% vyšší než spotřeba měniče.

Připojení svařovacích kabelů
Na předním panelu střídače jsou 2 svorky, vedle kterých jsou značky ve tvaru „+“ a „-“. Na tyto svorky jsou připojeny svařovací kabely, z nichž jeden má na konci kovovou sponu (clothespin) a druhý držák elektrody. Oba kabely lze připojit k oběma svorkám v závislosti na způsobu svařování, o kterém bude řeč později. Po připojení kabelů k zařízení se připojí jeden z nich, který má kolíček na prádlo ke svařovacímu stolu nebo k obrobku.
V některých případech nemusí být standardní délky kabelů dostatečné, například při práci ve výškách. V takových situacích vyvstává otázka: je možné prodloužit svařovací kabel? Profesionálové to nedoporučují, zvláště pokud se jedná o invertorové zařízení. Tuto skutečnost lze vysvětlit tím, že každý kabel má určité odporové charakteristiky. Proto jsou nevyhnutelné „úniky“ napětí a proudu po celé jeho délce. Proto čím delší je délka kabelu, tím silnější napětí klesá.
Pokud se pokusíte kompenzovat ztrátu napětí a proudu přidáním hodnot na panelu jednotky, pak toto opatření s největší pravděpodobností poškodí elektroniku měniče. Ukazuje se, že je snazší přiblížit zařízení k pracovišti svářeče, než utrácet značnou částku na opravu jednotky po prodlužování kabelů.

Nastavení zařízení
Kvalita svařovacích prací závisí na tom, zda je svařovací invertor správně seřízen, zejména s ohledem na správnou volbu elektrod. Měli byste také zvážit:
- hloubka svaru;
- umístění švu v prostoru (vertikální nebo horizontální);
- značka nebo typ svařovaného kovu;
- tloušťka kovu atd.
Měli byste vědět, že pro každý typ kovu se vyrábějí odpovídající elektrody. S invertory lze použít elektrody o průměru do 5 mm. Ale pro každou tloušťku zařízení je nutné zvolit odpovídající sílu svařovacího proudu. Pro správné nastavení svářečky můžete použít níže uvedenou tabulku.
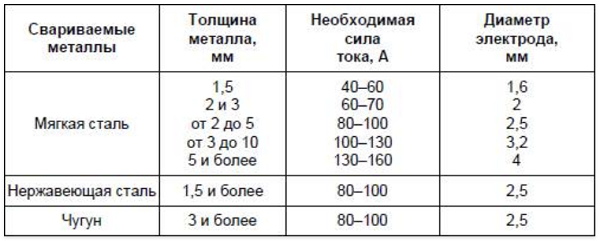
Pokud například musíte svařovat měkkou ocel o tloušťce 5 mm pomocí invertoru, měli byste zvolit 3 mm elektrodu a nastavit proud na stroji na 100 A. Po zkušebním svařování lze proud upravit, tzn. snížena nebo zvýšena.
Opatření týkající se bezpečnosti práce
Dalo by se říci, že zavedená bezpečnostní pravidla byla vepsána „krví“ obětí, a proto je přísně zakázáno je zanedbávat. Na jejich dodržování závisí zdraví a život nejen obsluhy svářecího zařízení, ale i lidí v jeho okolí. Bezpečnostní pravidla tedy zahrnují následující.
- Před zahájením práce byste měli zkontrolovat celistvost izolace na všech vodičích a kabelech připojených k zařízení. Je také nutné zkontrolovat provozuschopnost zařízení, konkrétně se ujistěte, že napětí naprázdno je nulové. V tomto případě musí existovat funkční systém, který vypne napětí na elektrodě, když je zařízení nečinné.
- Před připojením zařízení byste měli zkontrolovat elektrickou síť pod zátěží (změřte dosah průhybu).
- K ochraně sítnice očí před ultrafialovým zářením vznikajícím při hoření svařovacího oblouku je nutné použít ochranná maska (štít) nebo speciální brýle. Není to tak dávno, co se v prodeji objevily svářečské masky a brýle s brýlemi „chameleon“, které při vystavení jasnému záření automaticky ztmavnou. Nejen svářeč, ale i jeho asistent by měl nosit brýle nebo masku.

- Pokud se svářečské práce provádějí uvnitř, použijte k ochraně dýchacího systému a prevenci otravy škodlivými plyny respirátory s výměnnými patronami nebo maskami, kterým je nuceně přiváděn vyčištěný vzduch.
- K ochraně rukou před postříkáním kovem používejte speciální rukavice – svářečské legíny.

- K ochraně těla se používají kombinézy, bundy a kalhoty z ohnivzdorné látky.
- Je nutné nosit ochranu nohou vysoké botyaby se do nich nedostaly kovové jiskry. Boty musí být zakryté kalhotami.
- Pracoviště by mělo být dobře osvětlené.
- Pod nohama svářeče musí být gumová podložka nebo dřevěná podlaha, chránící osobu před úrazem elektrickým proudem.
- V okolí pracoviště by neměly být žádné cizí předměty, které by mohly způsobit nebezpečí zakopnutí.
- Měl by být umístěn v blízkosti pracoviště písek a hasicí přístroj pro včasné uhašení zdroje požáru.
- Uzemnění svářečky je povinné.



Pokud již byla prostudována bezpečnostní pravidla, můžete se začít seznamovat s tím, jak správně pracovat s elektrickým svařováním.
Výběr polarity
Není žádným tajemstvím, že k procesu tavení kovu dochází v důsledku vysoké teploty elektrického oblouku, který se vyskytuje mezi svařovaným materiálem a elektrodou. V tomto případě jsou kabel s držákem elektrody a zemnící kabel (s kolíčkem na prádlo) připojeny k různým svorkám zařízení. Pro správné připojení kabelů musíte pochopit, v jakých případech jsou zaměněny.
Při svařování invertorem nebo jakoukoli jinou svařovací jednotkou se pro připojení kabelů ke stroji používá přímá a obrácená polarita. Přímá polarita Běžně se nazývá spojení, když je kabel s elektrodou připojen k mínusu a svařovaný kov je připojen ke plusu.
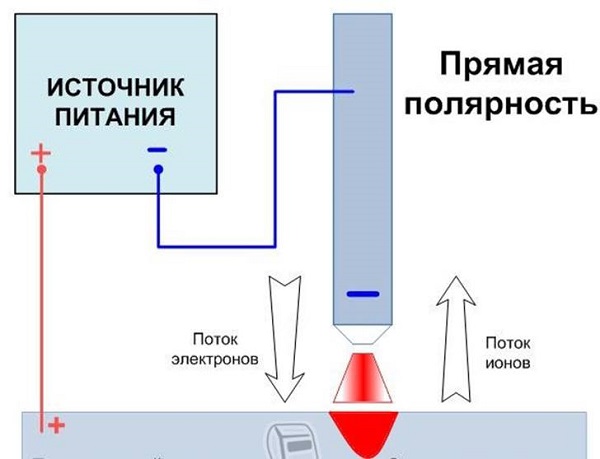
Tento způsob spojení umožňuje dobře prohřát kov, což má za následek hluboký a kvalitní šev. Metoda přímé polarity se používá při svařování tlustých kovových výrobků.
Opačná polarita zahrnuje připojení kabelu elektrody ke kladnému pólu a zemnícího kabelu k zápornému pólu.

S tímto spojením se kov zahřeje méně a šev se rozšíří. Obrácená polarita se obvykle používá při svařování tenkých kovových výrobků, aby se zabránilo propálení součásti.
Výběr svařovacího proudu
Svařovací proud se volí s ohledem na tloušťku svařovaného kovu a průměr plniva. Pro zjednodušení výpočtů můžete použít tabulku, která byla uvedena výše v části, která pojednávala o nastavení jednotky. Také při výběru optimální síly proudu byste měli pamatovat na pravidlo: čím vyšší je síla proudu, tím hlubší je šev a tím rychleji lze elektrodu pohybovat. Proto je nutné dosáhnout ideálního poměru mezi rychlostí pohybu přísady a proudovou pevností tak, aby šev měl požadovanou konvexitu a hloubku dostatečnou pro dobré svaření hran dílů.
Poraďte! Po připojení nových kabelů ke stroji, které nepřesahují doporučenou délku, je třeba změřit svařovací proud, abyste zjistili jeho hodnotu a případně ji upravili.
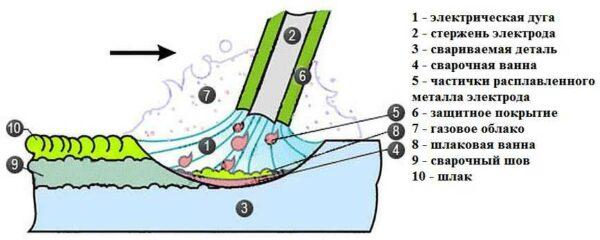
Co je to svarová lázeň
Svar je spoj, který vzniká při zahřátí kovu do roztaveného stavu. Proces svařování se provádí pomocí elektrody, která se skládá ze dvou částí.
- Jádro, představující kovovou tyč.
- Speciální nátěr, který zabraňuje přístupu kyslíku do svarové lázně. Všechny elektrody jsou vyrobeny z kovů s vysokou proudovou vodivostí. To je nutné, aby elektrický proud směřoval přesně do místa svaru.
Ačkoli je samotný proces elektrického svařování poměrně složitý, obecně jej lze znázornit následovně.
- Elektroda přichází do kontaktu s povrchem, který má být svařován;
- Pod vlivem vysokých teplot se povlak tyče začne tavit.
- Tento proces je doprovázen uvolnění plynu, který omezuje tok kyslíku do svařované oblasti;
- Roztavený povlak zůstává na povrchu švu a po dokončení práce jej chrání před kyslíkem. Tato roztavená vrstva se nazývá struska.
Samotné svařování kovů je velmi složitý proces. Při jeho provádění musíte znát mnoho jemností. Kvalita švu závisí na řadě faktorů. Jedním z nich je oba díly, které se mají svařovat, musí být rovnoměrně zahřáté na stejnou teplotu. Nanášení kovu by mělo být prováděno tak, aby se válec roztavil rovnoměrně v různých směrech. Kromě toho musíte vzít v úvahu skutečnost, že se elektroda během svařování roztaví a oblouk se neustále pohybuje směrem ke švu. Proto je potřeba jej neustále mírně přibližovat k detailům. Provedení širokého švu má také své specifické vlastnosti. Chcete-li to provést, musíte se naučit svařovat v kruzích nebo cikcak.
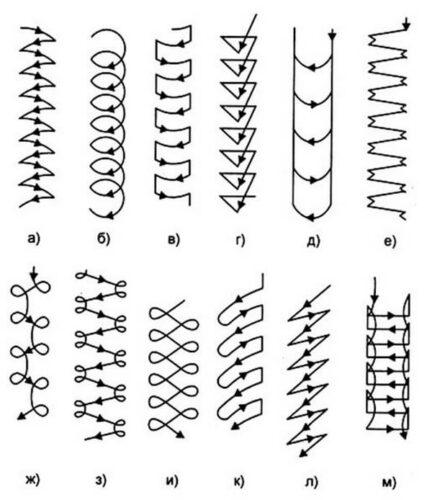
Možnosti pohybu elektrody při svařování
Proces svařování pomocí invertoru
Před zahájením svařovacích prací je nutné provést příprava dílů. Musí být důkladně očištěny od barvy, nečistot a rzi. Poté odstraňte mastnotu nebo skvrny od barev z okrajů pomocí rozpouštědla.
Před zahájením svařovacích prací je nutné upravit proud. Můžete zkusit zkušební svar. Pokud je válec rozmazaný, je třeba zvýšit sílu proudu. Když se válec stane tak velkým, že je obtížné pohybovat elektrickým držákem, proud se sníží.
Pokud se ke svařování používají staré elektrody, musí být před zahájením práce vysušeny. Měly by se uchovávat několik hodin při teplotě asi 2000 stupňů. K tomu můžete použít speciální kamna.
Zapalte oblouk následujícími způsoby:
- použití metody podobné zapalování zápalek;
- Koncem elektrody několikrát poklepejte na svařovaný kov.

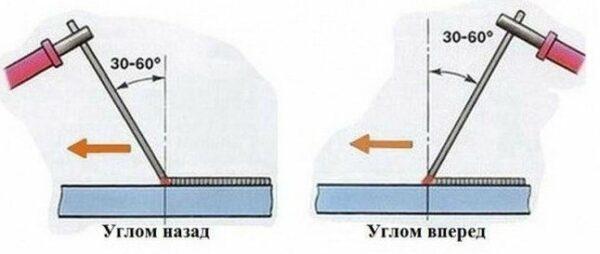
Pro ty, kteří právě začínají svařovat, můžete nejprve označit čáru na kovu a poté podél ní nakreslit šev. Jen je potřeba, aby to bylo jasně vidět. Poté můžete zapálit oblouk a přivést elektrodu na začátek zamýšleného švu. Zde se kov začíná tavit a pokrývat se struskou. Takto vypadá svarová lázeň, kterou je třeba posunout po značkách švu. To musí být provedeno pod určitým úhlem. Existují dva rozdíly ve vedení švu pod úhlem: dopředu nebo dozadu. První metoda je ideální pro tenké kovy, protože umožňuje svařování s nejnižším teplem. Pro tlusté kovy se používá druhý způsob.
Co je oblouková mezera
Mezera oblouku je také známá jako délka oblouku. Toto je název mezery, která vzniká mezi svařovaným materiálem a elektrodou. Zkušení svářeči tvrdí, že pro získání vysoce kvalitního svaru je nutné tuto mezeru neustále udržovat na konstantní úrovni. Existují tři typy oblouku.
- Krátký oblouk. Oblouková mezera 1 mm, při které se kov zahřívá v malé zóně. Díky tomu se svar stává konvexním. Z tohoto důvodu se na spoji švu a výrobku může vytvořit defekt známý jako podříznutí. Je to mělká drážka probíhající podél samotného švu. Podřezání má negativní dopad na kvalitu a pevnost švu.
- Dlouhý oblouk. Je velmi nestabilní a špatně chráněný před působením vzduchu. Dlouhý oblouk nezahřívá kov dostatečně dobře, což má za následek svar, který není příliš hluboký.
- Normální oblouk. Pokud během svařování zajistíte normální mezeru, získáte vysoce kvalitní, dobře svařený šev. Za normální obloukovou mezeru se považuje mezera 2-3 mm.

Svařování tenkých kovů
V soukromém domě nebo venkovském domě jsou obvykle svařovány tenké prvky. Práce musí být provedena opatrně, protože s nedostatečnými zkušenostmi můžete snadno propálit kov. Proto je lepší před důležitým svařováním cvičit na výrobcích větší tloušťky. Poté můžete zkusit svařit tenký kov. V tomto případě byste se měli řídit následujícími tipy.
- Při svařování výrobků je nutné upravit minimální doporučenou intenzitu proudu.
- Musíte vařit s úhlem dopředu.
- Práce musí být prováděny s obrácenou polaritou.
- Pro snížení deformace dílů při zahřívání se doporučuje zajistit je svěrákem nebo svorkami.
- Jsou-li spojovány prvky delší než 50 mm, je třeba nejprve provést lepení.
Co začínající svářeči potřebují vědět
Pokud nemáte prakticky žádné zkušenosti se svařováním, ale je třeba provést práci, musíte si pamatovat následující nuance.
- Šev bude vysoce kvalitní, dobře svařený a při neustálém sledování kovu se na kovu neobjeví žádné popáleniny. Proto se doporučuje uspořádat svařované díly předem tak, aby bylo vhodné sledovat průběh svařování.
- Nejjednodušší možností je svařování ve spodní poloze. Začínající svářeči by měli začít s tímto. Poté můžete přejít na kruhové spoje a po nich na svislé. Poslední jmenované jsou nejobtížnější na provedení.
- Pro pohodlí je lepší vytvořit překrývající se spoje. Pokud svaříte spoj ke spoji, můžete omylem přivařit ke stolu, na kterém prvky leží.
- Pokud se během práce objeví závady, musí být odstraněny. K tomu je problémová oblast dodatečně vařena nebo nejprve vybrána pomocí brusky a poté znovu roztavena.
- Pokud musíte svařovat tlusté díly, pak pro úplné proniknutí je nutné zkosit hrany. Mezera mezi okraji závisí na tloušťce prvků, ale neměla by být menší než 0,5 mm.
Nejnovější zprávy o gadgetech a technologiích na našem kanálu Telegram.