Jaký je úhel ostření hoblovacích nožů?
Výsledek zpracování dřevěných povrchů do značné míry závisí na udržování použitého řezacího zařízení ve vhodném stavu. Broušení frézovacích nožů se provádí na strojích vybavených přídavnými zařízeními. Pro domácí dílnu si ho můžete vyrobit sami. Nejspolehlivější a nejefektivnější způsob je zapojit do této práce profesionály s vlastními stroji. Díky zkušenostem s ostřením takových výrobků jsou schopni tento problém vyřešit rychle a efektivně.

Vlastnosti broušení nožů
Uklízení spárovacího nože je způsobeno následujícími důvody:
- snížení kvality povrchu součásti;
- snížení kvality povrchu obrobku, zejména pokud je vyroben z tvrdého dřeva;
- porušení teplotního režimu motoru (přehřátí), zejména při dlouhodobém provozu s tupým nožem.
Ostření nožů pro každý typ dřevoobráběcího stroje vyžaduje určité znalosti. Hlavním požadavkem je dodržení daného úhlu sklonu po celé délce čepele. Každý dřevoobráběcí stroj je vybaven řezným nástrojem s individuálním úhlem ostří. Záleží na oblasti použití a vybírá se pro konkrétní typ materiálu.

Hlavním úkolem obnovení ostrosti frézovacího nástroje je nutnost zachování úhlu ostření frézovacích nožů po celé délce čepele. K tomu pohybujte ostřím rovnoměrně po povrchu brusného kamene.
Editace spárovacích nástrojů probíhá v souladu se všemi technologickými normami a pravidly. Kvalita povrchu brusného kamene by měla být pravidelně kontrolována. Během pracovního procesu se tvoří třísky a vzniká mastný film. Tyto vady snižují kvalitu provedené operace.
Spárovací nože jsou vyrobeny z různých druhů oceli. Proto je nutné pro každý nástroj zvolit požadovaný režim broušení a ostření. Po dokončení všech fází zpracování musí být zachována geometrie spárovacího nože.

Úhel ostření nožů tloušťkového hoblíku leží v rozmezí od 30 do 45 stupňů. Kvalita ostrosti ostří se kontroluje řezáním listu papíru. Proces řezání by měl probíhat snadno, bez vytvoření roztrženého okraje.
Úhel ostření nožů u hoblíku závisí na následujících faktorech: druh dřeva, fyzikální a mechanické vlastnosti kovu nože, rychlost zpracování, velikost obrobku.
Přípravné práce
Hlavní typy přípravných akcí, které mají dát špičce dřevoobráběcích nástrojů požadované parametry, jsou výběr stroje a přídavného zařízení. Zařízení pro broušení spárovacích nožů musí zajistit spolehlivé upevnění nástroje požadované délky.
Výběr potřebného vybavení je spojen s určením jeho schopností na základě pasových charakteristik. Kromě toho byste měli zkontrolovat stav nainstalovaného brusného kamene. Pokud je zjištěno porušení geometrického tvaru, mělo by být vyrovnáno. Tento postup se provádí pomocí brusného kamene.

Vyjmutý nůž je připevněn k zařízení. Pomocí seřizovacích šroubů se nastaví a bezpečně zafixuje požadovaný úhel. První ostření spárovacích nožů by mělo být provedeno na výrobku širokém maximálně třináct milimetrů. To vám umožní získat určité dovednosti.
Pro přesné dodržení požadovaných parametrů se v přístrojích používá speciální značkovač. Vyznačují tvar a velikost budoucího zkosení. Správným dodržováním sledu přípravných operací můžete frézovací nůž efektivně naostřit a zachovat všechny potřebné parametry.
Proces ostření a provozní řád
Hlavním rysem technologie ostření spárovacích nožů je správná volba úhlu vůči brusivu a udržení konstantní hodnoty tohoto parametru během procesu zpracování. Je nutné zajistit, aby se spárovací nože nedotýkaly pouze hrany kamene. Odborníci se snaží držák zastavit ve vzdálenosti alespoň deset milimetrů od okraje. Pro zjednodušení tohoto úkolu jsou na ostřičce instalovány speciální zarážky. Jejich umístění omezuje volný pohyb držáku.
Operace pokračuje dlouhou dobu, což může vést ke změně teploty na povrchu čepele a způsobit její deformaci. To způsobuje narušení struktury kovu a snížení jeho fyzikálních a mechanických vlastností. K odstranění tohoto problému se používá systém nuceného chlazení. Mělo by být nastaveno tak, aby stříkalo vodu rovnoměrně po celé čepeli frézky. Přívod vody nebo jiné chladicí kapaliny se provádí ze speciální nádoby umístěné v těsné blízkosti brusného kamene. Během práce byste měli sledovat jeho přítomnost. Měl by být zajištěn odvodňovací systém odpadních vod.
Dlouhodobé používání brusného kamene může vést k nepříjemnému efektu, tzv. ucpání. To způsobuje prokluz brusných prvků a snižuje kvalitu broušení nože frézy. Tuto nevýhodu lze odstranit pravidelným čištěním kamene a dodáním požadovaného geometrického tvaru.
Kromě dodržování teplotního režimu je nutné neustále sledovat kvalitu brusného kamene. Během celého provozního režimu musí zůstat čistý. Uvedení do normálního stavu zahrnuje pravidelné čištění a dodání požadovaného geometrického tvaru. K vyřešení tohoto problému se používají tyče s různými brusnými zrny. Pokud je řezný nástroj frézky vyroben z měkčích ocelí, bude soustružení mnohem rychlejší a brousek je méně náchylný k zanášení.

Moderní výrobci vyrábějí řezné nástroje pro spojovače z různých jakostí oceli. Většinou se používá nástrojová ocel nebo měkčí oceli.
Ostření se provádí plynulým pohybem držáku doprava a doleva bez silného tlaku. Držák s nasazeným nástrojem je vhodné umístit do vzdálenosti ne blíže dvanácti milimetrů od okraje kamene.
Po kvalitním naostření má nástroj v daném úhlu ostrou čepel. Zbývá jen uvést čepel do plné pohotovosti. K tomuto účelu se používají kožená kolečka a leštící pasty.
Správné ostření trvá asi dvacet minut. Po dokončení hlavních prací se provádí dokončovací práce. Vyrábí se pomocí leštící pasty nebo tmelu. Povrch získá dokonale hladký tvar. V opačném případě vám nástroj neumožní získat požadovanou kvalitu povrchu obrobku. Výsledná kvalita řezné hrany je kontrolována kontrolou schopnosti rovnoměrně řezat list obyčejného papíru. Výsledkem by měl být úhledný, rovnoměrný řez.
Jak vyrobit ostřící stroj vlastníma rukama
Moderní výrobci nabízejí širokou škálu strojů na broušení nožů pro různé stroje, včetně spárovaček. Všechny mají dobré vlastnosti a jsou vybaveny sadou zařízení, která zajišťují správnou instalaci požadovaného úhlu ostří. Nejdůležitější nevýhodou omezující jejich široké použití je jejich vysoká cena.

Tento problém můžete vyřešit výrobou domácího stroje na broušení nožů. Lze jej vybavit přídavnými zařízeními, která usnadní celý technologický proces. Výroba stroje by měla začít výběrem dílů. Nejjednodušší možnost zahrnuje:
- motor o výkonu nejméně 1,5 kW;
- čelní deska (je vhodnější použít hotovou továrně vyrobenou);
- stůl (pracovní stůl);
- elektrický řídicí systém (vypínač, ochrana proti přetížení a zkratu, sada vodičů).
Pro zvýšení bezpečnosti práce můžete stroj vybavit vysavačem na odstranění prachu, kovových částic a abraziv. Motor lze použít z domácích spotřebičů, jako jsou pračky.
Proces montáže takového stroje je poměrně jednoduchý. Motor je bezpečně namontován pod deskou stolu. Čelní deska musí být připevněna k pohyblivému prvku. Pro zajištění bezpečnosti můžete nainstalovat ochranné sklo.

Zařízení, která usnadňují proces ostření, mohou být vyrobena nezávisle. K tomu budete potřebovat jednoduché nástroje, dostupné materiály a montážní sadu:
- blok dřeva (doporučuje se použít dřevo s vysokou hustotou);
- spojovací materiál;
- nástroj pro vytváření řezů požadované hloubky.
Výrobní proces je celkem jednoduchý. V bloku jsou provedeny dva řezy pomocí mechanické pily. Šířka a hloubka každého by měla odpovídat velikosti nožů, které plánujete brousit. Poté byste měli vyříznout rohy na obou stranách a připravit otvory pro instalaci spojovacích prvků. Zafixuje nůž po celou dobu zpracování.
Při provozu spárovacích nožových hlav na čtyřstranných podélných frézkách vybavených plochými spárovacími noži dochází k opotřebení jak na vlastním těle, tak na břitu nožů. Diagram opotřebení je na obr. 1 a na obr. (foto 2) je zvětšený profil nože po zpracování 1000 lm. suché borové dřevo. V důsledku opotřebení břitu nože a zejména poloměru jeho břitu dochází k prudkému nárůstu řezných sil, frézovacího výkonu a snížení kvality obrobené plochy.

Obr. 1 Schéma opotřebení spárovacího nože
Obr.2 Fotografie nože po práci
Abychom těmto jevům předešli, je nanejvýš vhodné nože znovu nabrousit nebo dočasně (pokud je čtyřstranný stroj vybaven spojovacími systémy) všechny nože na nožové hlavě spárovat za provozu stroje. Spojování má omezení doby používání, protože. při jeho procesu se na čepeli (řezné hraně) objeví zkosení (stužka na zadní hraně nože), v důsledku čehož zadní úhel na noži zmizí a pokud jeho rozměry překročí parametry uvedené na obr. pro nůž může nastat ještě větší problém – nůž začne hořet třením, což je absolutně nepřijatelné.
Kromě toho může existovat nebezpečí vznícení dřevěného prachu a třísek v oblasti řezání a v důsledku toho může být oheň v přítomnosti odsávacího systému přenesen na filtrační skupinu odsávacího systému a odpadkový koš , což povede k poruše celého aspiračního systému a zastavení výroby.

Obr. 3 Schéma maximálního přípustného zkosení na noži při spojování
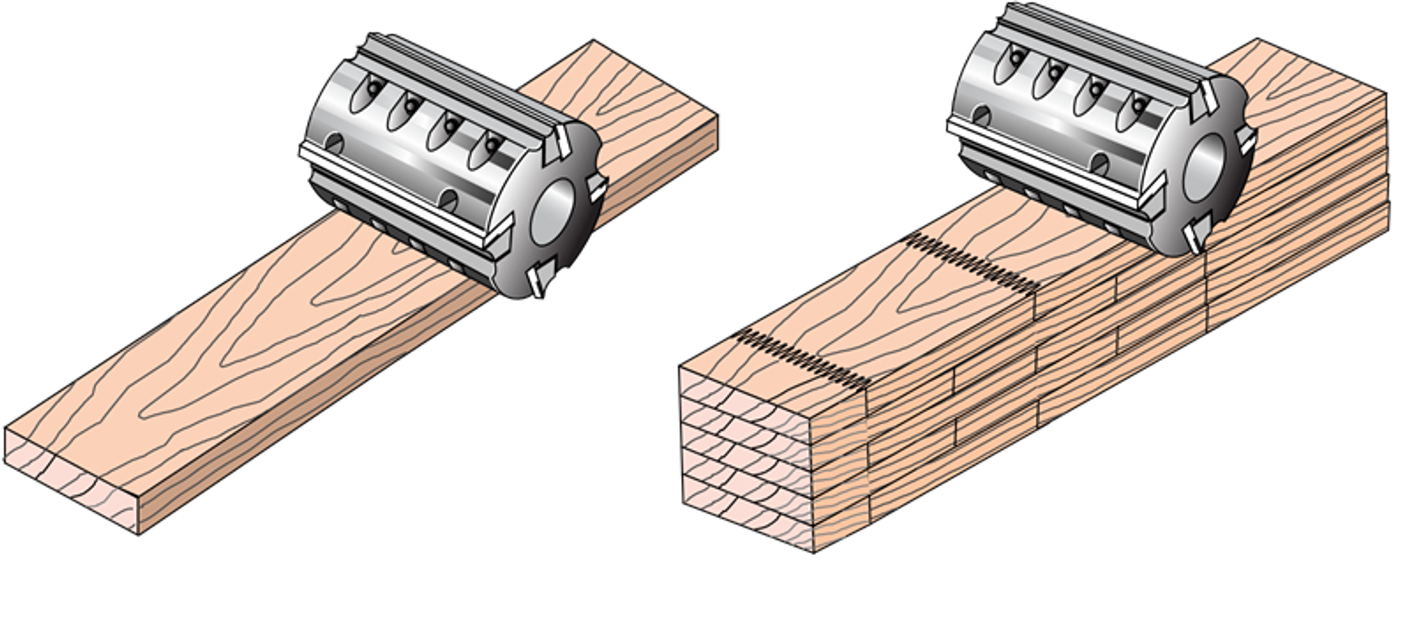
Opotřebení ostří nožů je ovlivněno především: hustotou dřeva, přítomností pryskyřice a lepicích švů v zóně řezu (viz obr. 4), různými organickými a anorganickými inkluzemi ve dřevě, přítomností suků, nízkou kvalitou nože kvalita oceli a ostření, přítomnost povlaků nebo vybavení nožů tvrdou slitinou, kvalifikace personálu.

obr. 4 a – spárování masivního dřeva, b – lamelové dřevo
Uvažujme vliv těchto parametrů na míru opotřebení spárovacích nožů
Hlavní příčiny snížení životnosti v důsledku opotřebení spárovacích nožů jsou uvedeny v tabulce 1
Zájem
Možné problémy
Nesprávné broušení (servis) nožů
Špatný výběr řezných podmínek a materiálu
Chyby obsluhy stroje
Doporučené úhlové parametry nožů a parametry brusných kotoučů
Hlavní úhlové parametry nožů a brusných kotoučů jsou uvedeny v tabulce 2

Poznámka : Tabulka ukazuje úhly ostření pro frézování měkkých hornin.
U tvrdých kamenů je třeba úhly ostření zvýšit o 5. 10 stupňů
Doporučené režimy ostření pro spárovací nože jsou uvedeny v tabulce 3

Poznámka: Ostření by mělo být prováděno pouze chladicí kapalinou
Doporučené typy evropských výrobců brusných kamenů pro spárování jsou uvedeny v tabulce 4

Doporučená pravidla a režimy pro spárování spárovacích nožů jsou uvedeny níže a na obr. 4.
Správné dodržování pravidel při spojování nožů na čtyřstranném stroji zvýší odolnost nožů a kvalitu frézovaného povrchu, mezi ně patří:
— množství posuvu (tahu) spárovače by nemělo být větší než 0,05 mm;
— nejvýhodnější je obousměrné podávání;
— rychlost pohybu kamene při spojování na stroji by měla být co nejnižší.

Obr.4a – jednostranné schéma Obr.4b – oboustranné schéma
Problémy při broušení nožů a způsoby jejich řešení
Nejčastější problémy, které vznikají při broušení nožů, jsou uvedeny níže:
– popáleniny na čepeli nože;
— třísky a trhliny na ostří;
— výskyt otřepů na čepeli nože po naostření;
– trhliny na těle nože v oblasti čepele.
Příčinou těchto vad je nedostatečné chlazení, velký úběr kovu při podávání nebo vysoká rychlost posuvu při ostření (viz obr. 5a a b).

Obr.5a Popáleniny a třísky na čepeli nože Obr.5b Přívod chladicí kapaliny
Doporučení:
Zvyšte přívod chladicí kapaliny do zóny ostření.
Rychlost posuvu brusného kotouče by neměla být větší než 10 m/min a množství úběru kovu by nemělo být větší než 0,02 mm.
Vznik otřepů na čepeli nože po naostření je důsledkem nesprávných režimů ostření a chybějících operací k jejich odstranění z čepele nože (viz obr. 6).

Obr.6 Odjehlování blokem z tvrdého dřeva
Doporučení:
– výběr správných režimů ostření a správného brusného kotouče zabrání vzniku otřepů;
– Po naostření lze otřepy odstranit pomocí bloků z tvrdého dřeva nebo plastu.
Povaha trhlin na těle nože v oblasti čepele (viz obr. 7) může mít několik důvodů:
– pracoval s nožem po dlouhou dobu bez broušení;
— úhel ostření nože je pro toto dřevo příliš malý;
— abrazivní materiály (písek, kovové inkluze atd.) se dostaly do zóny řezání;
— na těle nože byly mikrotrhliny nebo byla ocel nože silně přehřátá.

Obr.7. Tříska na čepeli nože
Doporučení: odstranit všechny příčiny štípání.
V. Paderin