Jaký je úhel ostření pro kotoučové pily?

Správná volba úhlu ostření pro kotouče pro stroj nebo pro kotoučovou pilu je důležitou součástí úspěchu při samostatném provádění všech manipulací. Obnovení ostrosti zubů je v tomto případě obzvláště důležité; Stojí za to mluvit podrobněji o tom, jak správně naostřit čepel pro pilu na dřevo vlastními rukama.
Jak určit opotřebení?
Snížení kvality řezného prvku je z velké části způsobeno snížením ostrosti jeho zubů. Ostření kotoučových pilových kotoučů musí být provedeno včas, dříve než dojde k hlubokému poškození, které znemožňuje obnovu. Identifikace známek opotřebení je úkol, který vyžaduje zvláštní pozornost technika.
Ostření je nutné, pokud se nástroj chová zvláštním způsobem.
- Velmi se zahřívá a kouří. Tupý pilový kotouč zvyšuje zatížení motoru. Když se přehřeje, začne intenzivně generovat teplo, kouří a může dokonce selhat úplně.
- Vyžaduje zvýšený tlak. Tato vlastnost se týká především modelů s mechanickým typem přívodu materiálu. Pokud musíte při řezání vyvinout větší sílu než obvykle, vyplatí se zkontrolovat ostrost řezného kotouče.
- Zanechává na obrobku stopy sazí, oleje a specifický nepříjemný zápach.
Jakýkoli z těchto příznaků zjištěných během provozu kotoučové pily naznačuje, že je čas vyměnit nebo naostřit kotouč. Míru opotřebení lze přesněji určit pouze vyjmutím z nástroje.
Principy a úhly ostření
Řezné zuby v provedení pilového kotouče mají 4 roviny: 2 boční, přední a zadní. Všechny tyto prvky jsou podle formy rozděleny do několika skupin.
- Přímo. Takové zuby jsou žádané při řezání materiálů v podélném směru při rychlosti. Kvalita a přesnost řezání nejsou nijak zvlášť důležité.
- Šikmé. Zuby tohoto typu mají vždy nakloněnou rovinu, posunutou na levou nebo pravou stranu. Nejčastěji se takové prvky na disku střídají, hrana se nazývá variabilní zkosení. Pro různé druhy materiálů – dřevo, plast, dřevotřískové desky – je nastaven určitý úhel sklonu. Maximálně to bude při řezání laminované dřevotřísky a lze využít možnost sklopení přední nebo zadní části.
- Ve tvaru lichoběžníku. Takové zuby na kotoučové pile mají jednu velkou výhodu – pomalu se otupují. Obvykle jsou na řezné hraně kombinovány s rovnými liniemi umístěnými nad nimi. V tomto případě budou trapézové prvky použity pro hrubou práci a rovné pomohou dosáhnout čistého řezání. Takové kotouče se používají při zpracování polymerových desek, MDF a dřevotřískových desek.
- Kuželovitý. Jsou také pomocné, používají se na kotoučích pro řezání laminátu a jiných křehkých materiálů. Speciální tvar prvků chrání povrch před odštípnutím a jiným poškozením. Přední hrana úkosových zubů je obvykle rovná nebo konkávní a je vhodná pro dokončovací řezy.
Podle toho, jaký typ zubů je na pilovém kotouči použit, se volí vhodný úhel ostření a další parametry. Je přísně zakázáno zpracovávat všechny prvky pod obecným předsudkem, aniž by byly brány v úvahu individuální vlastnosti každého prvku.
Každý pilový kotouč ve stolní pile má 4 hlavní úhly, které vyžadují naostření. Určují spolu s tvarem zubu vlastnosti geometrie břitu. U každého jednotlivého prvku je zvykem měřit řezné úhly plochy a přímo přední a zadní části.
V závislosti na typu, účelu a hmotnosti pily se rozlišují možné možnosti.
- Pro podélné řezání. Tyto kotouče používají úhel čela naostřený na 15-25 stupňů.
- Pro příčné řezání. Zde se používá úhel čela 5-10 stupňů.
- Univerzální. V tomto případě jsou zuby nástroje v oblasti rohu čela naostřeny o 15 stupňů.
Důležitý je také druh zpracovávaného materiálu. Čím je to těžší, tím menší by měl být zvolený úhel. Měkké dřevo lze řezat na širší zkosení.
Při použití karbidových kotoučů je opotřebení vidět doslova pouhým okem. V tomto případě je přední rovina vymazána intenzivněji než zadní.
Co je potřeba?
Ostření kotouče namontovaného na kotoučové pile je možné pouze pomocí speciálních nástrojů. Pro zvýšení přesnosti při práci se používají specializované stroje, které tento proces výrazně zjednodušují. Použít můžete i primitivnější nástroje – pilník a svěrák na fixaci a také kus dřeva.
Kotoučové pily s tvrdokovovými zuby se skládají z kotouče (kotouče) vyrobeného z oceli 9ХФ, 65Г, 50ХФA atd., a karbidových desek, které fungují jako frézy.

V domácích pilách se jako materiály pro řezání desek používají slinuté slitiny wolframu a kobaltu jakosti VK (VK6, VK15 atd., číslo znamená procento kobaltu). VK6 má tvrdost 88,5 HRA a VK15 má tvrdost 86 HRA. Zahraniční výrobci používají jejich slitiny. Tvrdé slitiny VK se skládají převážně z karbidu wolframu cementovaného kobaltem. Vlastnosti slitiny závisí nejen na jejím chemickém složení, ale také na velikosti zrna karbidové fáze. Čím menší je zrno, tím vyšší je tvrdost a pevnost slitiny.
Karbidové desky jsou připevněny k disku pomocí vysokoteplotního pájení. Jako materiál pro pájení se v lepším případě používají stříbrné pájky (PSr-40, PSr-45), v horším případě pájky měď-zinek (L-63, MNMTs-68-4-2).
Karbidová geometrie zubů
Tvrdokovový zub má čtyři pracovní roviny – přední (A), zadní (B) a dvě pomocné boční (C). Tyto roviny, které se vzájemně protínají, tvoří řezné hrany – hlavní (1) a dvě pomocné (2 a 3). Uvedená definice čel a hran zubů je uvedena v souladu s GOST 9769-79.

Zub pilového kotouče z tvrdokovu
Podle tvaru se rozlišují následující typy zubů.
rovný zub. Obvykle se používá v pilách pro rychlé podélné řezání, kde kvalita není zvlášť důležitá.

Šikmý (zkosený) zubs levým a pravým úhlem sklonu zadní roviny. Zuby s různými úhly sklonu se navzájem střídají, proto se jim říká střídavě zkosené. Toto je nejběžnější tvar zubu. V závislosti na úhlech ostření se pily se střídavě zkosenými zuby používají pro řezání nejrůznějších materiálů (dřevo, dřevotříska, plasty) – v podélném i příčném směru. Pily s velkým úhlem sklonu zadní roviny se používají jako předřezávací pily při řezání desek s oboustrannou laminací. Jejich použití vám umožní vyhnout se odštípnutí povlaku na okrajích řezu. Zvětšení úhlu úkosu snižuje řeznou sílu a snižuje riziko vylamování, ale zároveň snižuje trvanlivost a pevnost zubu.

Šikmý zub se zkosenou zadní rovinou
Zuby mohou mít sklon nejen zadní, ale i přední roviny.

Šikmý zub se zkosenou přední rovinou
Trapézový zub. Charakteristickým rysem těchto zubů je relativně pomalá rychlost otupování řezných hran ve srovnání se střídavě zkosenými zuby. Obvykle se používají v kombinaci s přímým zubem.

Střídavé zuby různých tvarů
Trapézový zub se střídá s posledně jmenovaným a mírně se nad ním zvedá, provádí hrubé řezání a přímý zub, který za ním následuje, provádí dokončování. Pily se střídajícími se přímými a trapézovými zuby se používají pro řezání desek s oboustrannou laminací (dřevotříska, MDF atd.), stejně jako pro řezání plastů.
kuželovitý zub. Pily s kónickým zubem jsou pomocné a používají se k řezání spodní vrstvy laminátu, chrání ho před odštípnutím při průjezdu hlavní pily.
V naprosté většině případů je přední hrana zubů plochá, existují však pily s vydutou přední hranou. Používají se pro jemné příčné řezání.

Zub s konkávní přední plochou
Úhly ostření zubů
U kotoučové pily existují čtyři hlavní úhly ostření, které spolu s tvarem zubu určují její vlastnosti. Jedná se o přední úhel (γ), zadní úhel (α) a úhly zkosení přední a zadní roviny (ε1a ε2). Úhel ostření (β) má pomocnou hodnotu, protože je určen předním a zadním úhlem (β=90°-γ-α).
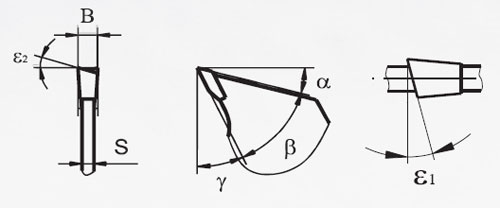
Úhly ostření zubů kotoučové pily
Hodnoty úhlu ostření jsou určeny účelem pily – tzn. podle toho, jaký materiál je určen k řezání a jakým směrem. Rozmítací pily mají poměrně velký úhel čela (15°-25°). U příčných pil se úhel γ obvykle pohybuje v rozmezí 5-10°. Univerzální pily určené pro příčné a podélné řezání mají průměrný úhel čela – obvykle 15°.
Úhly ostření jsou dány nejen směrem řezu, ale také tvrdostí řezaného materiálu. Čím vyšší tvrdost, tím menší by měl být úhel čela a hřbetu (menší ostření zubů).
Přední úhel může být nejen kladný, ale i záporný. Pily s tímto úhlem se používají pro řezání neželezných kovů a plastů.
Základní principy ostření
K hlavnímu opotřebení karbidového zubu dochází podél jeho hlavního (horního) břitu. Během provozu je tento zaokrouhlen na 0,1-0,3 mm. Z okrajů se nejrychleji opotřebovává přední.
Při řezání masivních obrobků podléhají rychlému opotřebení i boční hrany.
Pila by neměla být příliš tupá. Poloměr zaoblení řezné hrany by neměl přesáhnout 0,1-0,2 mm. Kromě toho, že při práci s velmi tupou pilou produktivita prudce klesá, ostření trvá několikanásobně déle než ostření pily s běžnou tupostí. Stupeň tuposti lze určit jak podle samotných zubů, tak podle typu řezu, který zanechávají.
Správné ostření kotoučových pil spočívá v současném zajištění správné ostrosti řezné hrany, poskytnutí maximálního počtu ostření, který v optimálním případě může dosáhnout 25-30krát. Za tímto účelem se doporučuje brousit karbidový zub podél přední a zadní roviny. V podstatě lze zuby ostřit podél jedné přední roviny, ale počet možných ostření je téměř dvakrát menší než při ostření podél dvou rovin. Níže uvedený obrázek jasně ukazuje, proč se to děje.
Ostření zubu kotoučové pily na jedné a dvou rovinách
Poslední průchod při ostření pilových kotoučů se doporučuje provést podél zadní roviny zubu. Standardní rychlost úběru kovu je 0,05-0,15 mm.
Před ostřením je nutné pilu očistit od nečistot, např. pryskyřice, a zkontrolovat úhly ostření. U některých pil jsou napsány na čepeli.
Zařízení a materiály pro ostření pilových kotoučů
V závislosti na materiálu, ze kterého jsou zuby vyrobeny, lze pilové kotouče brousit CBN, zeleným karbidem křemíku nebo diamantovými (PCD) kotouči. CBN kotouče jsou tedy schopné ostřit kotouče z rychlořezné oceli se zvýšenou produktivitou, diamantové kotouče a kotouče ze zeleného karbidu křemíku – frézy z tvrdých slitin.
Při použití brusných kotoučů (zejména diamantových) je vhodné je chladit chladicí kapalinou.
Jednou z výrazných nevýhod diamantu je jeho relativně nízká teplotní stabilita – při teplotě okolo 900°C diamant hoří.
Tepelná odolnost různých materiálů, °C
S rostoucí teplotou klesá mikrotvrdost abrazivních materiálů. Zvýšení teploty na 1000°C snižuje mikrotvrdost téměř 2-2,5krát ve srovnání s mikrotvrdostí při pokojové teplotě. Zvýšení teploty na 1300°C způsobuje snížení tvrdosti abrazivních materiálů téměř 4-6x.
Používání vody k chlazení může vést ke korozi součástí a součástí stroje. K odstranění koroze se do vody přidává mýdlo a některé elektrolyty (uhličitan sodný, soda, fosforečnan sodný, dusitan sodný, křemičitan sodný atd.), které vytvářejí ochranné filmy. Pro běžné mletí se nejčastěji používají roztoky mýdla a sody, pro jemné mletí se používají nízkokoncentrované emulze.
Při domácím broušení pilových kotoučů s nízkou intenzitou ostření se však k chlazení kotouče příliš často neuchylují – nechtějí s ním ztrácet čas.
Pro zvýšení produktivity ostření s brusnými kotouči a snížení specifického opotřebení byste měli zvolit největší zrnitost, která zajistí požadovanou čistotu povrchu broušeného zubu.
Pro výběr zrnitosti brusiva v souladu s fází broušení můžete použít tabulku v článku o brusných kamenech. Například při použití diamantových kotoučů lze pro hrubé ostření použít kotouče se zrnitostí 160/125 nebo 125/100 a pro dokončování 63/50 nebo 50/40. K odstranění vrubů se používají kotouče se zrnitostí od 40/28 do 14/10.
Měli byste se snažit, aby povrch zubu byl velmi hladký. Pokud jsou na povrchu zubu zubaté stopy, výstupky se při použití pily odštípnou a velmi rychle se otupí.

Diamantové brusné kotouče
Obvodová rychlost kotouče při ostření tvrdokovových zubů by měla být cca 10-18 m/s. To znamená, že při použití kotouče o průměru 125 mm by se otáčky motoru měly pohybovat kolem 1500-2700 ot./min. Ostření křehčích slitin se provádí při nižší rychlosti z tohoto rozsahu. Při ostření tvrdokovových nástrojů vede použití drsných podmínek ke vzniku zvýšeného pnutí a trhlin, někdy i k vylamování řezných hran, což zvyšuje opotřebení kotouče.
Při použití strojů pro ostření kotoučových pil lze změnu vzájemné polohy pily a ostřícího kotouče realizovat různými způsoby – pohybem jedné pily (motor s kolem stojí), současným pohybem pily a motoru, pohybem pouze motoru s kolem (pilový kotouč stojí).
Vyrábí se velké množství ostřicích strojů různé funkčnosti. Nejsložitější a nejdražší programovatelné komplexy jsou schopny poskytnout plně automatický režim ostření, ve kterém jsou všechny operace prováděny bez účasti pracovníka.
U nejjednodušších a nejlevnějších modelů po instalaci a zajištění pily v poloze, která poskytuje požadovaný úhel ostření, všechny další operace zahrnují otáčení pily kolem její osy (rotace na zubu), podávání pily pro broušení (uvedení do kontaktu s kolečko) a ovládání tloušťky toho, co se odebírá ze zubu – vyrábí pracovník ručně. Takové jednoduché modely je vhodné používat doma, když je ostření kotoučových pil příležitostné.
Příkladem jednoduchého stroje pro ostření kotoučových pil je systém, jehož fotografie je zobrazena na fotografii níže. Skládá se ze dvou hlavních součástí – motoru s kolem (1) a podpěry (2), na které je nasazena pila určená k ostření. Rotační mechanismus (3) slouží ke změně úhlu sklonu ostří (při ostření zubů se zkosenou přední rovinou). Pomocí šroubu (4) se pila pohybuje podél osy brusného kotouče. Tím je zajištěno nastavení požadovaného úhlu ostření na požadovanou hodnotu. Šroub (5) se používá k instalaci omezovače do požadované polohy, která zabraňuje nadměrnému vstupu kruhu do mezizubní dutiny.

Stroj na ostření kotoučové pily
Proces ostření pilového kotouče
Ostření rovného zubu podél přední roviny. Ostření přímých zubů karbidových kotoučových pil se provádí v následujícím pořadí.
Pila je instalována na trnu, upnuta pomocí kónického (středícího) pouzdra a matice a poté nastavena do přísně vodorovné polohy pomocí mechanismu (3). To zajišťuje úhel zkosení přední roviny (ε1) rovný 0°. U kotoučových ostřiček, které nemají zabudovanou úhlovou stupnici v naklápěcím mechanismu, se to provádí pomocí klasického kyvadlového úhloměru. V tomto případě byste měli zkontrolovat vodorovnou polohu stroje.

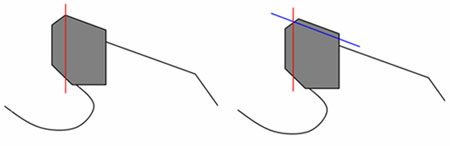
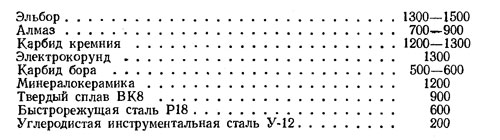
Otáčením šroubu (4) mechanismu, který zajišťuje horizontální pohyb trnu s kolem, se nastavuje požadovaný úhel předního ostření. Jinými slovy, pila se přesune do polohy, kdy přední rovina zubu těsně přiléhá k pracovní ploše kola.
Nesprávná (levá) a správná (pravá) poloha zubu
Značkovač se používá k označení zubu, od kterého začíná ostření.

Značka prvního zubu
Motor se zapne a přední rovina se ostří uvedením zubu do kontaktu s kolem a několika pohyby pily tam a zpět při současném přitlačení zubu na kolo. Tloušťka odebraného kovu je regulována počtem ostřících pohybů a silou přitlačení zubu na brusný kotouč. Po naostření jednoho zubu se pila sejme z kontaktu s kolem, otočí se jeden zub a operace ostření se opakuje. A tak dále, dokud značka neudělá celý kruh, což znamená, že všechny zuby jsou naostřeny.

Ostření pilového kotouče
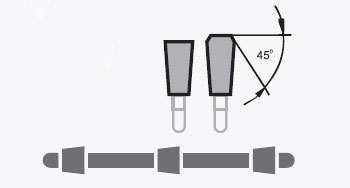
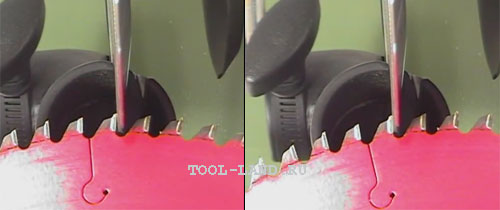
Ostření zubu zkoseného podél přední roviny. Rozdíl mezi ostřením zkoseného zubu a ostřením rovného spočívá v tom, že pila musí být instalována ne vodorovně, ale pod úhlem – s úhlem odpovídajícím úhlu zkosení přední roviny.
Šikmý zub se zkosenou přední rovinou
Úhel sklonu pily se nastavuje pomocí stejného kyvadlového sklonoměru. Nejprve se nastaví kladný úhel (v tomto případě +8°).

Naklonění pily pro ostření podél roviny zkosení
Poté se brousí každý druhý zub.

Ostření kotoučové pily
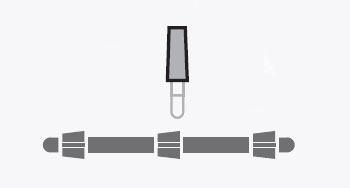
Po naostření poloviny zubů se úhel pilového kotouče změní z +8° na -8°.

Změna úhlu pilového kotouče
A každý druhý zub se znovu brousí.

Ostření pilového kotouče
Ostření zad. Pro ostření zubu podél zadní roviny je nutné, aby stroj na ostření pilových kotoučů umožňoval instalaci pily tak, aby zadní rovina zubu byla ve stejné rovině jako pracovní plocha brusného kotouče.
Ostření kotoučové pily podél zadní rovinyKontrola kvality ostření
Nabroušené zuby by měly být bez prasklin, třísek a viditelných stop od brusného kotouče. Poloměr zaoblení řezné hrany by neměl být větší než 0,015 mm. Vizuálně to lze definovat jako nepřítomnost odlesků na řezné hraně.
GOST 9769-79 stanoví určité hodnoty tolerance pro parametry ostření. Axiální házení špiček zubů by nemělo přesáhnout 0,2 mm (u pil do průměru 400 mm) a radiální házení by nemělo přesáhnout 0,15 mm. Házivost se kontroluje pomocí konvenčního číselníku.

Odchylky úhlů ostření by neměly překročit:
- pro přední úhel – ±1°30′;
- pro zadní úhel a úhly zkosení přední a zadní roviny – ±2°;
Použitý článek z tool-land.ru