Jaká je tloušťka koutového svaru?
Tupé klouby. Pro pohodlí přenosu silových toků jsou tupé spoje nejdokonalejší, protože prakticky neexistují žádné odchylky těchto toků, a proto nedochází k téměř žádné koncentraci napětí.
Proto ze všech svarových spojů fungují tupé spoje lépe při dynamickém zatížení. Tyto spoje jsou navíc ekonomické z hlediska spotřeby materiálu. Hlavní nevýhodou tupých spojů je nutnost velmi přesně řezat spojované prvky a často řezat hrany.
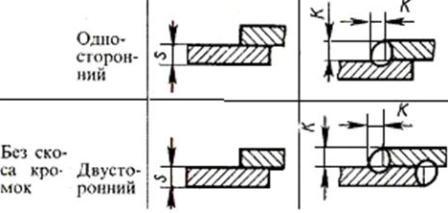
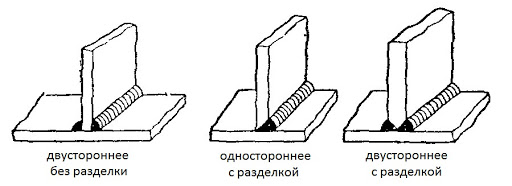
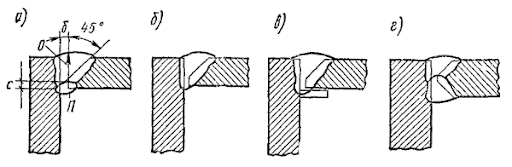
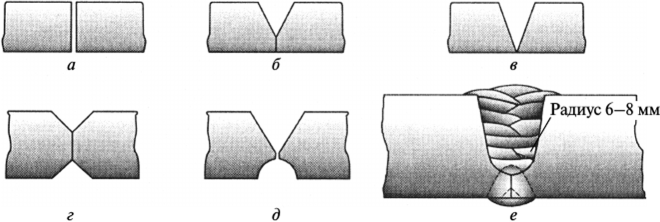
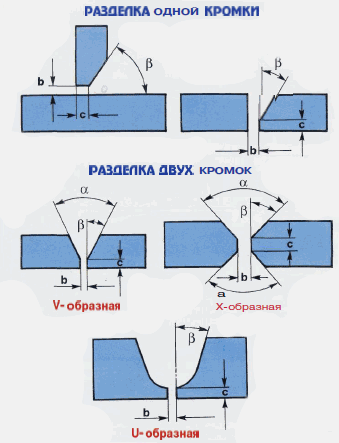
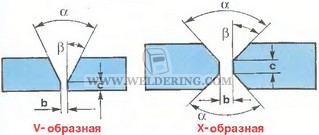
Ruční svařování na tupo lze provádět bez speciálního opracování hran s tloušťkou t spojovaných prvků do 8 mm as automatickým svařováním – do t = 20 mm (obrázek níže). Když jsou prvky tlustší, okraje jsou řezány (zkoseny pod úhlem) pro snadné svařování a pro zajištění úplného proniknutí. Zkosení lze vyrobit pouze na jedné straně (švy ve tvaru V a U, obrázky níže) nebo na obou stranách (švy ve tvaru X a K, obrázky níže). Jednostranné svařování je z hlediska provedení práce jednodušší, umožňuje kontrolu průvaru kořene svaru (kde je nejvíce vad) a následné vyztužení z kořenové strany (reverzní svařování). Při jednostranném svařování však v důsledku smršťování švů dochází ke zkroucení svařovaných prvků.
Drážkování okrajů tupých svarových spojů

Při oboustranném svařování (svary ve tvaru X a K) je objem svaru menší, a proto je nižší spotřeba deponovaného kovu. Tento faktor, stejně jako symetrie umístění švu, má příznivý vliv na deformace smršťováním. Nevýhodou oboustranného svařování je obtížná kontrola kvality průvaru střední části (kořen svaru) a zvýšená náročnost výroby, jelikož je nutné svařovat z obou stran, na což má výrobek být otočen. Na začátku a na konci svaru je svarový kov nekvalitní. Aby se tato nevýhoda odstranila, svařování by mělo začínat a končit na speciálních podložkách – olověných proužcích, které dočasně prodlužují švy (obrázek níže). Na konci svařování se tyto pásy spolu s počátečními a konečnými úseky švu odříznou a konce švů a přilehlé oblasti se očistí.
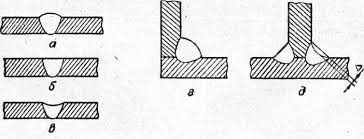
V případě spojování plechů různých tlouštěk tupým švem je přechod z větší tloušťky na menší možný díky vhodnému provedení vnějšího povrchu švu (obrázek níže) pouze v případě, že rozdíl v tloušťkách není žádný. více než 4 mm a velikost výstupku ve spoji nepřesahuje 1/8 tloušťky tenčího plechu.
Montáž tupých svarů do plechů různých tlouštěk

Při větším rozdílu tlouštěk a při dynamickém zatížení by měly být u silnějšího plechu opatřeny úkosy se sklonem až 1:5 (obrázek níže). Za vypočtenou tloušťku tupého svaru se považuje tloušťka spojovaných prvků, a pokud je jejich tloušťka jiná, pak tloušťka tenčího prvku (bez zohlednění nanesené housenky nahoře). Designová délka švu lwvezměte v úvahu jeho skutečnou délku mínus 2 t, s přihlédnutím k nedostatečnému průniku na začátku a na konci švu. Pokud bylo svařování zahájeno a dokončeno na olověných páscích, pak se délka svaru nezkracuje.
Napětí ve švu se kontroluje pomocí vzorce

kde N je návrhová síla; Rwy — návrhová odolnost tupého svarového spoje vůči tahu nebo tlaku.
Vypočtené pevnosti v tahu svarových spojů vyrobených ručním nebo poloautomatickým svařováním s konvenčními metodami sledování kvality svaru jsou nižší než vypočtené odpory spojovaného základního kovu, a proto přímý spoj vyrobený takovým svařováním bude nesmí mít stejnou pevnost jako základní kov. Pro získání spoje stejné pevnosti se používá šikmý šev, který je vyroben se sklonem 2:1 (viz obrázek níže).
Když na spoj působí ohybový moment M, normálová napětí ve švu
kde W w = tl 2 w / 6 – moment odporu švu.
U tupých svarových spojů pracujících současně v ohybu a smyku se redukovaná napětí kontrolují pomocí vzorce

kde σw — normální ohybová napětí; tw = Q/(tlw) je průměrné smykové napětí od smykové síly, stanovené z podmínky rovnoměrného rozložení podél tupého svaru.
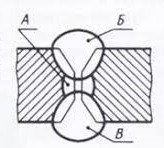
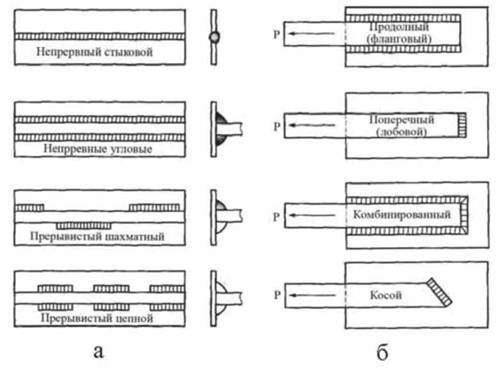
Kloubový spoj. Toto spojení je provedeno s nebo bez překrytí pomocí koutových svarů. V závislosti na umístění švů ve vztahu ke směru přenášené síly se rozlišují boční švy (obrázek níže), umístěné rovnoběžně se silou, a čelní švy, umístěné kolmo na sílu.
Spojení s bočními švy (a), směr toku silových vedení a rozložení napětí (b)

Jednoduchost přeplátovaného spoje, který nevyžaduje přesné lícování a zakončování hran, ale pouze čištění, odjehlování a rovnání, je důvodem širokého použití tohoto typu svarového spoje. Jeho nevýhodou je silné zkreslení toku síly při přenosu síly z jednoho prvku na druhý as tím související koncentrace napětí způsobená současnou činností švu pro střih a ohýbání.
Při spojování pomocí bočních švů dochází k nerovnoměrnému přenosu síly jak po délce švu, tak po průřezu spoje (obrázek výše). Po délce je přenos sil nejintenzivnější na koncích švů, kde je rozdíl napětí ve spojovaných prvcích největší. Před prasknutím švu se však vlivem plastické práce přepjatých úseků (počáteční a koncová) napětí vyrovnají. To umožnilo založit výpočet na předpokladu rovnoměrného rozložení smykových napětí na minimální ploše průřezu svaru. K porušení svaru může dojít jak podél svarového kovu (obrázek níže), tak podél základního kovu na hranici jeho svaru se svarovým kovem (obrázek níže), zejména pokud je nanesený kov pevnější než základní kov.
Přední švy (obrázek níže) přenášejí síly rovnoměrněji po šířce než boční švy. V důsledku prudké změny směru toku siločar (obrázek níže) se však velká napětí koncentrují u kořene švu (obrázek níže); V důsledku toho dochází k lomu švu při malých protaženích (ε = 3-4 %), tj. je křehký.
Spojení předními švy

Nerovnoměrné rozložení napětí vede ke snížení kvality spoje. Proto bez ohledu na typ práce (tlak, tah, smyk) je výpočet čelních švů podmíněně založen na řezání podél minimální plochy průřezu švu. Při provádění přeplátovaných spojů s předními švy by měla být délka překrytí nastavena na alespoň pětinásobek tloušťky tenčího prvku (viz obrázek níže). Tím se snižuje účinek dodatečného ohybového momentu.
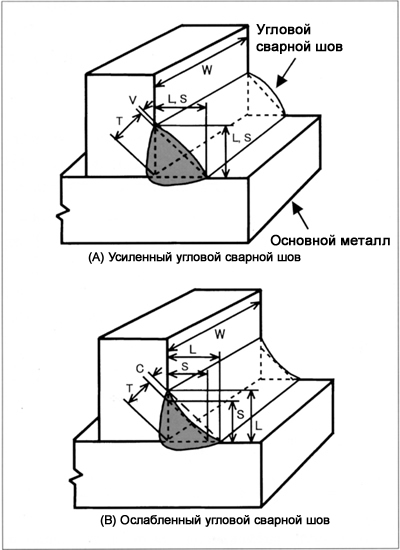
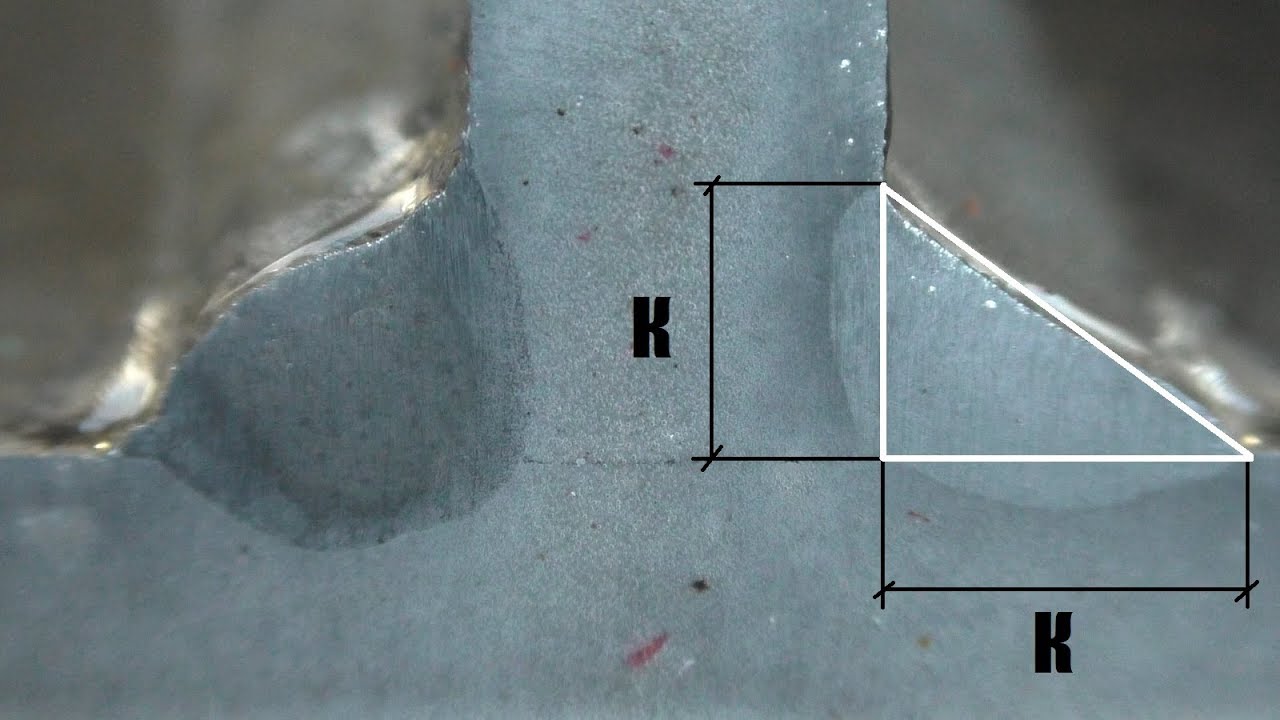
Normální koutový svar má v průřezu tvar pravoúhlého rovnoramenného trojúhelníku se zakřivenou přeponou (obrázek níže).
Obvyklý přítok konvexního svaru je 0,1 velikosti jeho ramene kf. V konstrukcích, které přímo nesou dynamická zatížení, se za účelem snížení koncentrace napětí v rohových čelních svarech používají ploché švy s poměrem ramen 1:1,5 (obrázek níže) nebo konkávní švy (obrázek níže).
Průřezy koutových svarů

a – normální konvexní; b—šikmé konvexní; c – konkávní
Minimální svar ramene u konstrukcí pracujících při statickém zatížení je 3 mm pro automatické a poloautomatické svařování, 4 mm pro ruční svařování a 6 mm pro dynamické zatížení. Švy jsou odstupňovány po 1 mm. Navíc nejmenší rameno jednoprůchodových koutových svarů je omezeno v závislosti na tloušťce tlustšího svařovaného prvku. Níže uvedená tabulka ukazuje minimální hodnoty koutových svarů pro hlavní skupiny konstrukcí. K lze vzít největší hodnotu ramena koutového svaru v závislosti na tloušťce spojovaných prvkůf = 1,2t, kde t je nejmenší tloušťka svařovaných prvků.
Kvůli vysoké koncentraci napětí na začátku a na konci svaru musí být délka koutového svaru minimálně 40 mm nebo 4kf (při dynamickém zatížení 60 mm nebo 6kf). Maximální délka bočních švů je rovněž omezena a neměla by překročit 85 βfkf (βf– součinitel hloubky průvaru koutových svarů, převzat z níže uvedené tabulky), protože skutečná napětí po délce švu jsou rozložena nerovnoměrně a u dlouhých švů jsou jeho krajní části vystaveny nadměrnému namáhání a střední části podpětí oproti vypočtené hodnotě . Toto omezení se nevztahuje na švy, ve kterých se síla vyskytuje po celé délce, například na pasové švy nosníků.
Minimální hodnoty kf koutové svary
Mez kluzu svařované oceli, MPa

Kovové konstrukce (také: kovové konstrukce, zkr.: MK) je obecný název pro konstrukce z kovů a různých slitin používaných v různých oblastech lidské hospodářské činnosti: stavba budov, obráběcích strojů, velkoplošných zařízení, mechanismů, přístrojů. atd.

Kovové konstrukce umožňují stavbu složitých budov pomocí jednoduchých metod. Kovová konstrukce je prvek nebo konstruktér, který je sestaven ve formě rámu.
Typy připojení
– Překrývající se svařované spoje
Svařované prvky jsou umístěny paralelně a vzájemně se překrývají. Míra překrytí musí být v mezích. Označeno H1, H2.
– T-bar svařované spoje
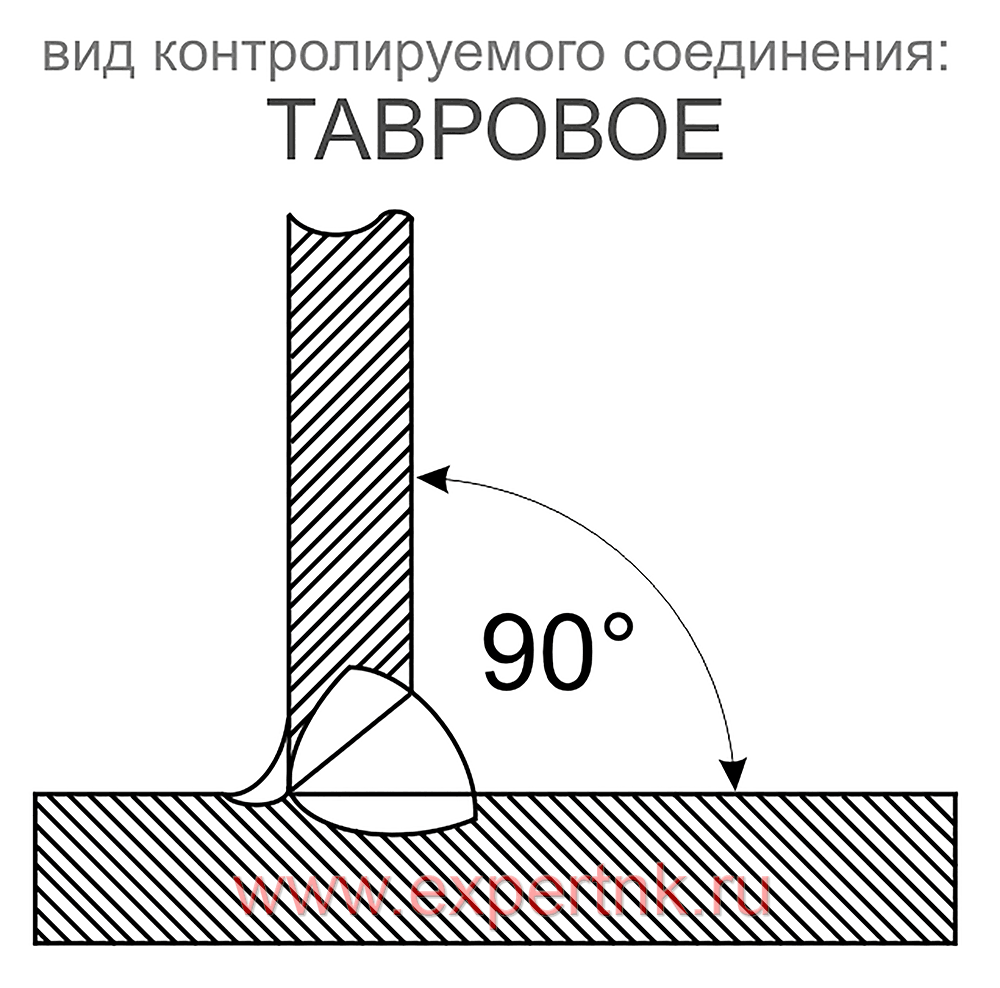


Charakteristickým rysem těchto spojů je to, že jedna ze spojovaných částí je instalována na konci na povrch druhé a svařena, čímž tvoří průřez jako písmeno „ Т “ (označené T3, T 6 atd.).
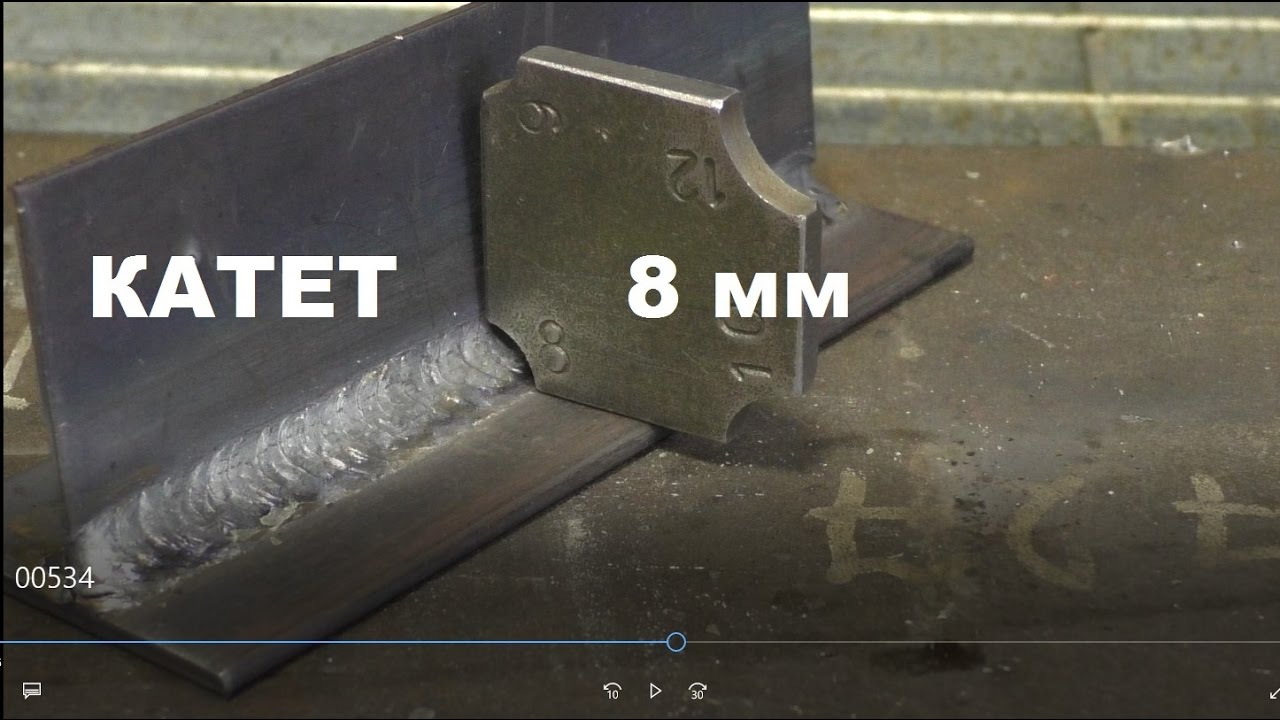
SVAŘTE NOHA na T-SPOJ

T-spoj výztužné desky

ZNAČKA NEPROVAR

– Roh svařovaný připojení (U)
Svařované spojení dvou prvků umístěných v pravém úhlu a svařených na spoji jejich okrajů.
– Tupé klouby ( С )
Svařované spojení dvou prvků umístěných ve stejné rovině vůči sobě navzájem a sousedících na jejich koncích.
S okrajovými drážkami a bez nich
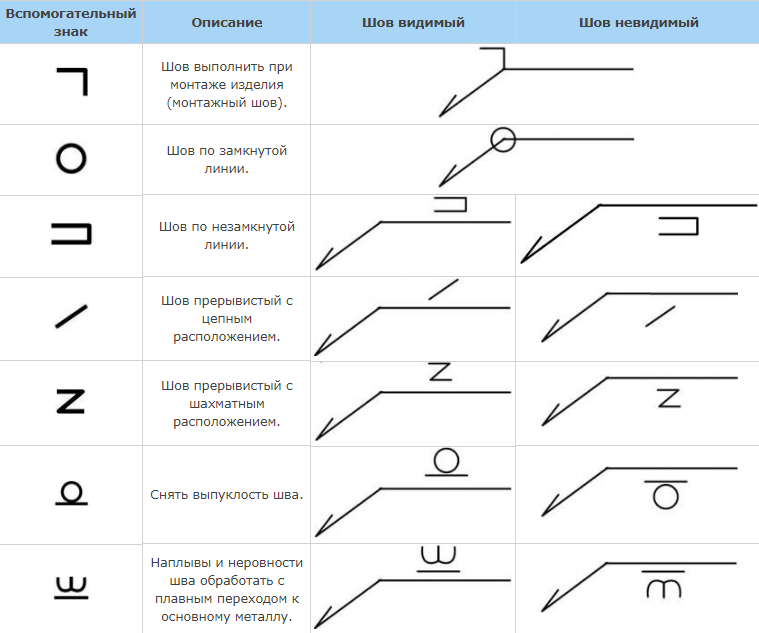
Svary

1. vzhledu
2. podle počtu vrstev a průchodů
3. o implementaci (technika švu)
4. podle polohy v prostoru
5. podle skutečné síly.
Podle vzhledu se švy dělí na:
1. konvexní
2. нормальные
3. konkávní
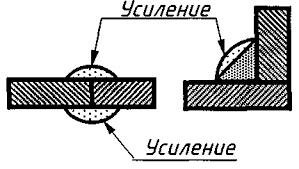
Všechny švy jsou zpravidla vyrobeny s mírným zesílením (konvexní)
Pokud jsou požadovány spoje bez výztuže, mělo by to být vyznačeno na výkrese.
Oslabený (konkávní) jsou provedeny koutové svary, což je také uvedeno na výkresu.
Takové švy jsou nutné pro zlepšení výkonu svarových spojů, například při proměnlivém zatížení.
Tupé svary nejsou v tomto případě oslabeny; manželství! (vada švu)
Zvětšení velikosti svarů oproti specifikovaným vede ke zvýšení hmotnosti svařované konstrukce a nadměrná spotřeba elektrod.
V důsledku toho rostou náklady na svařované konstrukce a zvyšuje se pracnost svařovacích prací.
Podle počtu vrstev a průchodů se rozlišují:
— Jednovrstvé
— Vícevrstvé
— Jednoprůchodový
— M víceprůchodové stehy

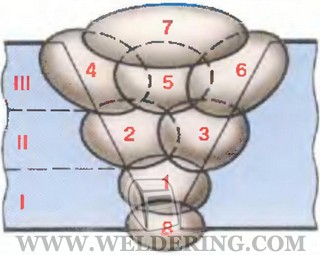
Svarová vrstva – část svarového kovu, která se skládá z jedné nebo více housenek umístěných ve stejné úrovni průřezu svaru.
Bead – svarový kov nanesený nebo přetavený v jednom průchodu.

Při svařování je každá vrstva vícevrstvého švu žíhána při nanášení další vrstvy. V důsledku tohoto tepelného účinku na svarový kov se zlepšuje jeho struktura a mechanické vlastnosti.
podélný (boční), příčný (čelní), kombinovaný, g – šikmý
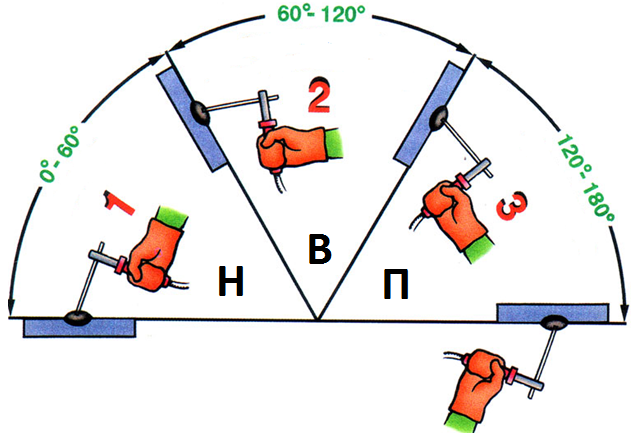
Podle pozice v prostoru:
N – spodní, P – strop, Pp – polostrop, G –
horizontální, Pv – polovertikální, V – vertikální, L – v
člun, Pg – polohorizont
Geometrické parametry svarů

Prvky geometrického tvaru tupého svaru jsou:
tloušťka svařovaného kovu – S
hloubka průniku – h
konvexnost švu – q
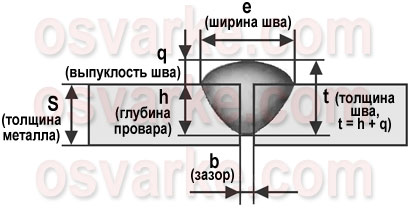
Šířka svaru je vzdálenost mezi viditelnými čárami natavení na čelní straně svaru při tavném svařování.
Konvexnost svaru je určena vzdáleností mezi rovinou procházející viditelnými liniemi rozhraní svaru s obecným kovem a povrchem svaru, měřeno v místě největší konvexity.
Hloubka penetrace (penetrace)
Představuje největší hloubku natavení základního kovu v průřezu svaru. Jedná se o hloubku průniku prvků svařovaného spoje.
Mezera – vzdálenost mezi konci svařovaných prvků.
Instaluje se v závislosti na tloušťce svařovaného kovu.
Šířka svaru a hloubka průvaru závisí na metodě a režimech svařování, tloušťce svařovaných prvků a dalších faktorech.
Rohový svar . Noha
Prvky geometrického tvaru koutového svaru jsou:
2. konvexnost švu – q
3. návrhová výška švu – р
4. tloušťka švu – a.
Noha pro koutový svar – nejkratší vzdálenost od povrchu jednoho svařovaného dílu k hranici koutového svaru na povrchu druhého svařovaného dílu .
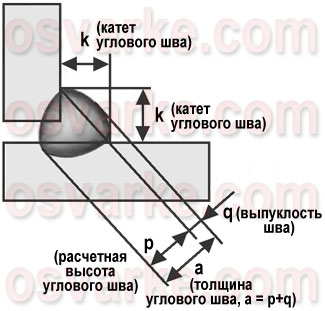
Konvexnost svaru je určena vzdáleností mezi rovinou procházející viditelnými liniemi rozhraní svaru s obecným kovem a povrchem svaru, měřeno v místě největší konvexity.
Odhadovaná výška koutového svaru je délka kolmice spuštěné od bodu maximálního průvaru na spoji protilehlých částí k přeponě největšího pravoúhlého trojúhelníku vepsaného do vnější části koutového svaru.
Výška koutového svaru о je určeno – vzdálenost mezi rovinou procházející viditelnými hraničními liniemi rohu svar se základním kovem a povrch svaru se měří v místě největší konkávnosti.
Pokud je šev dokončen konkávní, poté změřte konkávnost koutového svaru.
Tloušťka koutového svaru je největší vzdálenost od povrchu koutového svaru k bodu maximálního průniku základního kovu.
V závislosti na svařovacích parametrech a formě přípravy svařovaných hran dílů se podíl podílu základních a usazených kovů na tvorbě svaru může výrazně lišit

Noha svarového spoje.
Výpočet ramene v závislosti na tloušťce svařovaných obrobků.
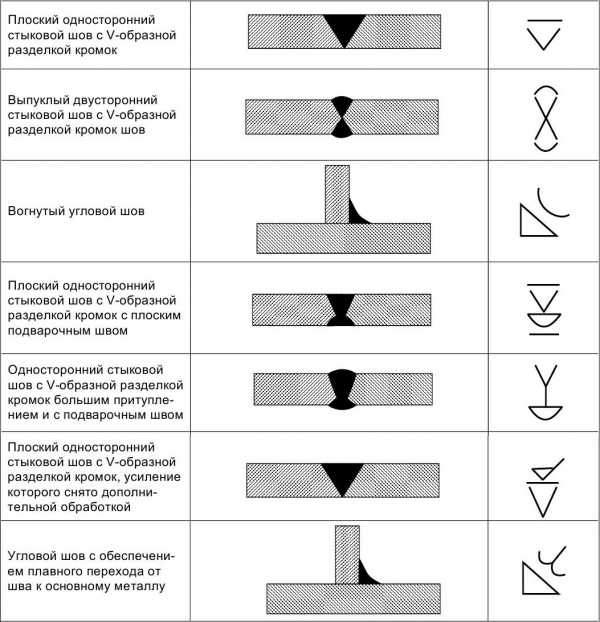
Druhy svarů podle tvaru připravených hran
Pokud vytvoříte nohu koutového svaru bez výpočtů, nesprávně určíte nohu , pak se změní i všechny ostatní parametry pevnosti vlastnosti. Takové spojení ale nebude silnější, než se na první pohled zdá.
S větší šířkou pokrytí se zvětšuje plocha ohřevu dílů a objem roztaveného kovu. V důsledku to může vést k deformaci celého produktu.
Příliš široké švy zvyšují náklady na spotřební materiál.
Výpočet nohy je důležitý při svařování dílů různých tlouštěk, tenkostěnných a tlustých konstrukcí.
V tomto případě je nutné vzít v úvahu parametry tenčího obrobku.
Příliš úzké švy neposkytují dostatečnou pevnost celému spoji a výrobku. To se bere v úvahu zejména při svařování nosných konstrukcí a podlah, které budou vystaveny konstantnímu zatížení.
V průmyslových podmínkách se výpočty pevnosti a parametrů svarových spojů provádějí matematicky pomocí vzorců.
Také v referenčních tabulkách jsou již uvedeny potřebné nohy pro různé tloušťky kovu s přihlédnutím k mechanickým vlastnostem oceli
Pokud svařovací šev nebude vystaven velkému zatížení a samotná konstrukce nenese velkou odpovědnost, lze rozměry odhadnout na základě tloušťky kovu.
Je nutné svařit dva díly, jejichž tloušťka se pohybuje v rozmezí čtyř až pěti milimetrů. V tomto případě by přibližná noha neměla být větší než 4 mm.
U silnějších obrobků (5-6 mm) je toto číslo maximálně 5 mm.
Přesnější výpočet nohy lze provést pomocí geometrie.
T je délka svarového ramene. T – ?
S – šířka samotného švu z jedné roviny do druhé
Kosinus 45 stupňů se rovná hodnotě 0,7
Na základě toho stojí za to měřit vzdálenost mezi rovinami dílů a vypočítat index nohy.
Například musíte provést výpočty nohy budoucího švu se šířkou
na 4 mm. Za tímto účelem dosadíme do vzorce – T = 4 × 0,7, v důsledku toho získáme indikátor 2,8 milimetrů.
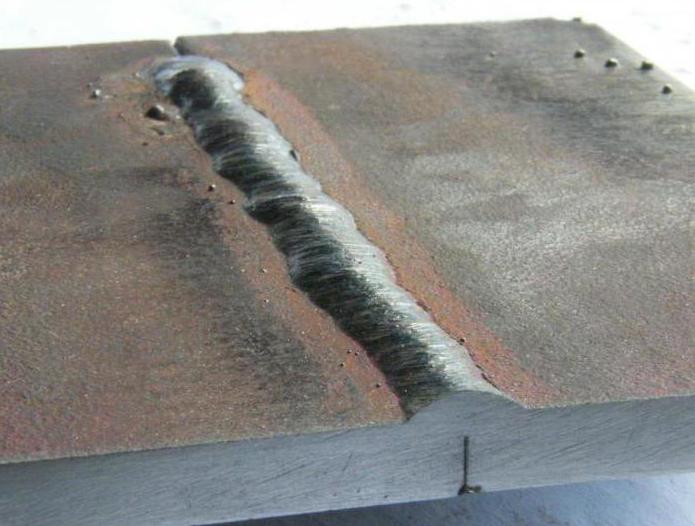
Pokud je mezera, spojení není provedeno správně.. оoptimální geometrie koutového svaru

Takový parametr, jako je noha, ovlivňuje kromě pevnosti i správnou geometrii svarového spoje.

Kvalita a pevnost svaru bude záviset na tom, jak symetricky je svarový kov umístěn na stěnách rohového spoje. Posuny klenby do stran (doleva nebo doprava), příliš velká prohlubeň nebo konvexita jsou nepřijatelné.
Pokud je jedna ze stran švu velmi protáhlá, znamená to, že tavenina je aplikována na jeden z obrobků a druhá rovina je pouze mírně držena.
Na základě toho musí být nohy identické na obou stranách výrobku.
Plochý a natažený tvar indikuje šíření roztaveného kovu po povrchu obrobku a dochází k němu, když je příliš mnoho krátký oblouk (utonutí elektrodou do svarové lázně).

Příliš krátké spojovací nohy přispívají k velkým konvexnost svaru. Kov jednoduše přimrzl na horní části dílů a drželje to křehké, děje se to в následek dlouhý oblouk .

Za ideální se považuje svar s identickými nohami a mírně konvexním tvarem. povrch (je ještě lepší, když má spojení mírnou konkávnost, ale ne u všech provedení je to přijatelné).

Tento výsledek ukazuje, že produkt má spolehlivou kvalitu.

Pouze dodržením svařovací techniky je možné získat šev s optimálními geometrickými parametry.