Jaký je správný úhel ostření pro vrták do kovu?

Při obrábění kovů, bez ohledu na stroj a zručnost soustružníka, se jakýkoli nástroj začne otupovat. Otupení břitů může vést k zahřívání obrobků a také k nedbalému zpracování. Není však nutné pokaždé kupovat nové ostré vybavení, situaci můžete napravit sami doma. V článku vám řekneme, jaký správný úhel ostření pro kovový vrták odpovídá GOST, a poskytneme tabulku hodnot.

Známky, že nástroj je tupý

Nejprve si vysvětlíme, proč je nutné sledovat stav zařízení. Pokud je špatně nabroušený, může se časem vlivem neustálých mechanických a tepelných vlivů zlomit přímo během procesu obrábění kovů. K čemu to povede:
- k poškození obrobku, protože uvnitř otvoru zůstává kus úlomku, který je pak obtížné odstranit;
- k poškození rukou nebo jiné nechráněné části těla obraceče, pokud úlomky létají do stran.
Ale zde je to, k čemu může pokračování zpracování s frézou, která již dosloužila, vést:
- k prudkému poklesu produktivity práce – stejný postup bude trvat několikrát déle, v důsledku toho nebude dosaženo konečného efektu a sníží se třída přesnosti zpracování kovů;
- ke zvýšenému přehřívání – během tření se obrobek i fréza začnou zahřívat a jakýkoli kov má teplotu, při které se deformuje;
- pracovat „naprázdno“, to znamená, že rotační pohyby nástroje nevedou k ničemu – toho lze dosáhnout pouze v případě konečné tuposti, nejčastěji se to děje u krátkých výrobků;
- k zaseknutí celého stroje – je obtížné vyjmout obrobek, někdy je prostě nemožné vytáhnout fragment z otvoru, protože se tam začíná tavit – tento výsledek nejčastěji čeká na dlouhé vrtáky;
- Některý kov je po vypálení silně vytvrzený (třecí reakce vede ke změně fyzikálních vlastností v důsledku přeměn ve vnitřní krystalové mřížce) – je pak velmi obtížné jej opracovávat jinými nástroji ve skutečnosti dochází k částečnému, lokálnímu vytvrzení; proces.

Aby se předešlo takovým nepříjemným následkům, před každým novým vrtacím cyklem je nutné zkontrolovat vhodnost všech zařízení. Pravidelné kontroly a sledování stavu úhlu ostření na špičce vrtáku pomohou těmto následkům předejít. Není nutné provádět instrumentální analýzu, abychom pochopili, že se řezačka stala nepoužitelnou. Zde jsou některé znaky, pomocí kterých můžete „podle oka“ určit, že je potřeba zostřit:
- objevil se jasně viditelný lesk ostřících hran – při zaoblení se materiál leskne, čímž je jeho hlava nápadnější, liší se od ostatních částí (od stopky a hlavního válce);
- vzhled zašlé barvy na řezném nástroji – může se stát například černomodrou, tohoto efektu je dosaženo silnou změnou teploty, podobný proces s kovovým nádechem můžete zaznamenat u oddělujících kovových hoblin při řezání;
- zahřívání za provozu – samozřejmě k němu dojde i u nejostřejšího vrtáku, ale při provozu zasahujícího bude několikrát znatelnější;
- zvýšení úsilí při použití pro podobný postup je zvláště důležité při vrtání ručním nástrojem (elektrickou vrtačkou), protože posuv není prováděn mechanismem, ale přímo samotnou osobou, to znamená, že mistr jednoduše položí větší tlak na zařízení;
- vrzavý zvuk již naznačuje, že ostření nepomůže – takový řezák je třeba jednoduše vyhodit, je obroušený do poruchového stavu;
- za hrubé posouzení lze považovat palpaci prstem pod podložkou bude cítit oblá hrana – ostrost hrany se dá velmi snadno určit, ale člověk málo obeznámený s otáčením ne vždy udělá správný závěr jako první; čas;
- Na řezné ploše se mohou objevit různé vady – třísky, otřepy atd., a to navzdory skutečnosti, že dříve bylo vše v pořádku se stejnými součástmi (stroj, kov, vrták, mistr);
- Opotřebení můžete vidět, pokud použijete lupu.

Poradíme vám, na co si dát obzvlášť pozor. Úplně první věc, která se u každé vrtačky stává nepoužitelnou, je středová část a vnější rohové hrany, protože zakoušejí největší tepelný dopad. Po zahřátí ocel měkne a snadněji se deformuje. Navíc čím širší je poloměr, tím větší je řezný materiál, to znamená maximální zatížení na ně. Centrální část se nepodílí na funkci řezání, ale spíše tlačí materiál od sebe. Aby střed nebyl vystaven velkému zatížení a neopotřeboval se zrychleným tempem, doporučuje se vyvrtat přípravný otvor (hrubování) frézou menšího průměru a poté při druhém průchodu použijte mýdlo emulze na chlazení nebo v nejprimitivnější verzi voda.

Vlastnosti vrtáků a na čem závisí úhel ostření

Při výběru řezného nástroje musí mistr samozřejmě vzít v úvahu mnoho faktorů, protože existuje velké množství konstrukčních možností a standardních velikostí. Na základě vlastností se vybírá nejen fréza, ale také typ zpracování kovů. Každý proces má své specifické vlastnosti.
- Materiál, na kterém pracujete. Některé oceli mají zvýšenou tvrdost, jiné mohou být křehké a jiné mohou být kujné a měkké.
- Kvality samotného vrtáku – zde platí podobná pravidla.
- Úkolem soustružníka je, jakou velikost a třídu přesnosti musí zajistit.
Na základě tohoto a některých dalších faktorů je zvolen režim vrtání – kdy je zvolen optimální tlak a rychlost, jinými slovy posuv a rychlost otáčení nástroje. Pokud mluvíme o vrtání elektrickou vrtačkou, pak jsou takové ukazatele poměrně obtížné vypočítat. Ale v případě práce se stroji (vrtání, soustružení) je tento ukazatel velmi důležitý. Nejpohodlnější je pracovat s CNC zařízením, protože ovládací panel automatizuje mnoho procesů, včetně výpočtu a nastavení výše uvedených parametrů. Zařízení pro CNC frézování a soustružení kovů můžete zakoupit na webových stránkách společnosti https://stanokcnc.ru/.

Pod jakým úhlem vrták brousit záleží také na tom, jaký účel soustružník sleduje, a také s jakým materiálem pracuje. Uveďme příklad. Pokud je zpracovávaný obrobek vyroben z velmi tvrdé slitiny a fréza má příliš ostrou hranu, pak je vysoká pravděpodobnost, že se při lisování jednoduše zlomí. Existují dva způsoby, jak se z této situace dostat:
- změňte úhel ostření na tupější;
- proveďte předběžné hrubování – na tomto místě vyvrtejte malý otvor.
Níže vám povíme podrobněji o doporučeních výběru.

Základní prvky výbavy

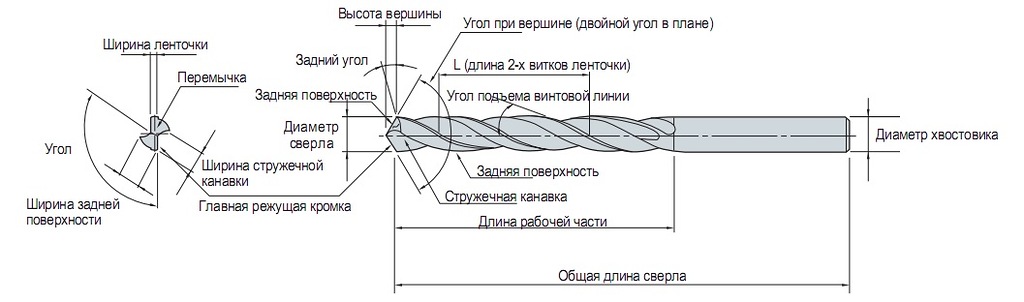
Nástroj se skládá z následujících částí:
- Pracovní. Jedná se o šroubový válec s několika otáčkami (přístupy). Tvoří rýhy a zuby a nazývají se také peří. Jejich úkolem je zajistit samotný proces řezání.
- Kalibrace. Je odpovědná za odstraňování kovových třísek z kovoobráběcího prostoru. Tvoří jej páska, která směřuje podél hlavního zdvihu vrtáku.
- Konektivní. Říká se mu také krk. Používá se ke dvěma účelům – k výstupu z brusné zóny a také k označení fragmentu, který není vymazán nebo zakryt svěrákem.
- Ocas. Tato část se stručně nazývá „stopka“. Může být vyroben ve formě hladkého válce nebo typu Morseova kužele. Je doplněna vodítkem nebo tlapkou. Úkolem je upevnit zařízení do speciálních svorek.
Vlastnosti: pod jakým úhlem se brousí různé typy vrtáků?

Cílem zákroku je obnovit předchozí tvar řezáku. Existuje nejstandardnější geometrie. Říká se mu normální nebo jednoduchý, označovaný jako N. Během něj se vytvoří jedna nebo dvě řezné hrany se sklonem 118-120 stupňů. Tento typ ostření je typický pro zařízení, která v průměru nepřesahují 1,2 cm.
Volby jako NP, NPL, DP a DPL lze použít na ještě užší vrtáky – až 0,8 cm v průřezu. Během nich se příčná hrana brousí, aby se snížilo její zatížení. A také se zmenší šířka pásky, což řeší dva problémy:
- třecí síla klesá, což znamená zahřívání;
- poskytuje vyšší účinnost vrtání.
Jak vybrat správný úhel ostření pro vrták do oceli nebo jiného kovu

Hlavním kritériem sklonu je materiál obrobku. Posuzuje se podle následujících charakteristik:
- tvrdost – aby nedošlo ke zlomení hrotu;
- křehkost – neměla by být povolena tvorba třísek nebo prasklin;
- viskozita nebo hustota.
Druhým kritériem je, z čeho je samotný řezák vyroben. Uveďme příklad. Nástroj z odolné slitiny je vhodné brousit na 120 stupňů. A podle toho, s čím máte pracovat, se to může lišit. Například u dřeva, plastu, ale i hliníku a dalších měkkých dřevin je nutné zaujmout co nejostřejší úhel, zatímco odolné a velmi porézní konstrukce vyžadují tupější sklon.

Pokud má nástroj speciální design, například spirálu, pak je přístup mírně odlišný. Mají široké drážky, které jsou určeny k odvodu třísek. Úhly ostření spirálových vrtáků jsou 45 stupňů, ale na špičce by neměly být menší než 120-140.

Dospěli jsme k závěru: je nutné se zaměřit na konstrukční prvky původní frézy, která zahrnuje:
- Míra naklonění dopředu. Měřeno mezi tečnou k vnější ploše řezné hrany.
- Podobný parametr pro zadní rovinu.
- Šířka stuhy. Vzdálenost mezi dvěma nabroušenými hranami.

Pokud správně vyberete tyto tři možnosti, zaručujete:
- snadná obsluha – minimální úsilí a čas;
- zvýšená přesnost a čistota – žádné třísky nebo otřepy;
- dlouhá doba nošení.

Tabulka úhlů ostření vrtáků pro různé materiály: pracujeme na mědi, hliníku, plastu
- Pokud máte co do činění s ocelí, musíte se podívat na její složení. Běžné a nízkolegované slitiny vyžadují rozsah 116 až 118 stupňů. Stejným způsobem se vyplatí ostřit zařízení na litinu. Pokud se jedná o pevnější ocelové polotovary, pak vyžadují 130-140°.
- Titan lze řezat v širokém rozsahu – od 90° do 120°, záleží na konkrétní značce a množství aditiv.
- Hliník, slitiny mosazi a další měkké kovy by měly být zpracovávány v rozsahu úhlu 120-130°. Odchylka 2 jednotek v jednom nebo druhém směru je přijatelná.
- Dřevo nebo nějaké tenké pláty plastu nemají rády tak velké hodnoty 90-100° jim docela stačí, nebo i méně.
- A na plexisklo nebo ebonit je potřeba jen 50 až 70 stupňů.

Podívejme se na souhrnnou tabulku, ale předem si všimněte, že přesnější parametr je vybrán v závislosti na konkrétní značce:
Sochory z litiny a nízkolegované oceli
Výkovky a kalená ocel
Každá vrtačka se během používání otupí, ale není třeba spěchat s jejím vyhazováním. Vrták můžete často vrátit do pracovního stavu nabroušením nástroje. V tomto textu vysvětlíme, jak na to.

Po přečtení tohoto článku se dozvíte:
- Kdy byste měli brousit vrták?
- Jak vrtačka funguje
- Údaje o úhlu ostření, způsoby ovládání
- Něco málo o opravě vrtáků do betonu
V jakém bodě by se měl vrták naostřit?
Ve srovnání s vrtáky do dřeva brousí vrtáky do kovu mnohem rychleji. Pokud již máte nějaké zkušenosti s vrtáním kovu, pak bude snadné zjistit stav vrtáku kontaktem s materiálem nebo i pohledem. Pokud taková zkušenost neexistuje, můžete vidět a identifikovat stav vrtačky, pokud nastane jedna z následujících situací:
- Vrtáte a slyšíte, jak vrtačka píská a skřípe;
- rychlé zahřátí nástroje;
- výsledné díry vypadají špatně – se zářezy a otřepy;
- pouze jedna spirálová drážka vytváří třísky, což může také znamenat, že ostření není správné;

Při práci s vrtačkou s tupou špičkou riskujeme své zdraví, protože taková vrtačka se snadno zlomí. Při vysoké rychlosti to hrozí úlomky, které létají nejistým směrem. To by za žádných okolností nemělo být povoleno, proto s výměnou nebo broušením nástroje neotálejte. Jakmile si všimnete uvedených příznaků, začněte jednat.
Jak vrtačka funguje
Chcete-li správně aktualizovat pracovní část, musíte pochopit, jaké součásti má vrtačka:
- pracovní část je vytvořena spojením drážky a zadních prvků;
- přední prvek pod pracovní částí;
- klenba mezi díly vzadu;
Při použití vrtačky se hrot vrtáku, oblouk a hrany vzadu více zhoršují. V tomto ohledu se oprava vrtáku provádí narovnáním hran na zadní straně přiléhajících ke špičce a koruně vrtáku.
Ale jsou zde některé jemnosti: aby se obnovil povrch vrtáku a dosáhl jasného oblouku, musí být úhly ostření v souladu s úhly ostření musí odpovídat parametrům samotného vrtáku.
Dodržování těchto norem umožní, aby se pracovní část vrtáku vyrovnala jako první s obrobkem, což nám dává největší návratnost nástroje. Úhel hrotu vrtáku určuje délku pracovní části nástroje. Pokud je vyveden správně, třísky snadno spadnou do skluzu a budou z něj odstraněny. Pokud je úhel ostrý, plocha odstraňovaného pásu se zvětší, skluz se ucpe třískami a nebudou odstraněny z otvoru. Příliš tupý úhel odstraňuje výhodu nástroje.
Vrtáky se liší použitými surovinami a průměrem. Parametry vrtání se liší v závislosti na směru materiálu. Kovové vrtáky se nejlépe zpracovávají doma.
Jakákoli vrtací jednotka má na zadní straně dvě roviny, které tvoří kužel na konci nástroje a pár břitů. Pokud umístíte vrták na rovinu, okraje se ho budou dotýkat, část umístěná za nimi bude umístěna směrem od nich. Nachází se v určitém úhlu, který se nazývá „zpět“. Odtok by měl být přibližně 0,2 mm na každou otáčku.
Správný úhel ostření, způsoby ovládání
Různé materiály mají svůj vlastní úhel ostření.
- Tvrdá ocel – 140°;
- Nerezová ocel – 135°-140°;
- Hluboké vrtání – 130°;
- Litina – dvojitý úhelník. Hlavní – 118°, pomocná – 90°;
- Hliník, mosaz, bronz – 118°;
- Měď a slitiny na jejím základě – 100°.

K ostření vrtáku je k tomu zbytečný ostřící stroj pomocí brousku nebo brusného listu. K dokončení práce budete potřebovat brusný kotouč rotující minimálně 1400 za minutu. Brusivo je vybráno s jemným zrnem.
Když se vrták přehřeje, kov ztrácí své vlastnosti, proto je důležité opřít vrták na krátkou dobu o ostřičku, ne déle než 4 sekundy. Aby nedošlo k poškození vrtáků, pravidelně je ochlazujte ve vodě.
Nejprve zvolte způsob ostření pracovní části nástroje. Tady je, jací jsou:
- jednoplošný;
- dvourovinný;
- kuželovitý;
- válcovitý;
- šroub.
V tomto článku se podíváme na takové běžné metody ostření vrtáků, jako je jednorovinné a kuželové.
Nejprve obruste hranu vzadu. Odstraňte malou vrstvu, aby na povrchu nebyly patrné žádné nepravidelnosti. Pokud jsou prohlubně do 3 mm, musíte vrták zkrátit o stejnou hodnotu.
Při práci sledujte symetrii pracovní hrany a rovnoměrnost propojky. Obvykle je umístěn jasně mezi pracovními hranami.
Vrták do 3,5 mm se brousí metodou 1. Když je zadní část nastavena do správné konfigurace, je přivedena k brusivu pod úhlem XNUMX až XNUMX stupňů.
Vrtačkou neotáčejte ani neměňte její úhel. V opačném případě nebude okraj dokonale hladký. Navíc při odvíjení vrtáku se z něj může vydrolit část materiálu břitu.
Vzhledem k tomu, že broušený vrták má malý průměr, je nabroušený jedním tahem a nepřehřívá se.
Podívejte se na úplný konec vrtáku – sbíhající se roviny by měly být úměrné stejnému úhlu zpracování.
Zkontrolujte úhel podle šablony. Hranu nemůžete narovnat, pokud nebyla úloha úspěšná na první pokus, budete ji muset znovu zaostřit.
Kónický způsob zpracování je zcela odlišný od výše popsaného jednoplošného způsobu. Nástroj se drží oběma rukama a když se pracovní hrana dostane do kontaktu s brusnou rovinou, vrták se začne otáčet podél zadní strany a vytvoří kužel.
Pomocí této metody nemůžete nástroj odtrhnout od brusného papíru. Každý přístup začíná od pracovní hrany a končí úplným otočením na konec zadní plochy.
Po každém kroku zpracování zkontrolujte rohy vrtáku pomocí šablony.
Plochou metodou nelze obrábět velké vrtáky, protože tím dojde k přehřátí vrtáku a třísky nebudou z otvoru odstraněny.
Něco málo o opravě vrtáků do betonu
Uvedené způsoby ostření vrtáků lze aplikovat na vrtáky do dřeva a kovu. Vrtáky Victory se ale také mohou snadno stát nepoužitelnými. Známky nepoužitelnosti vrtačky Pobedit jsou stejné jako u vrtačky do kovu – začne pískat, hůř se vrtá, divoce se zahřívá a ozve se příšerné pískání. Zásady pro ostření vrtáku Pobedit jsou stejné jako u vrtáků do kovu, ale jsou zde některé zvláštnosti, které je třeba vzít v úvahu.
Vše začíná měřením výšky řezné plochy vrtáku. Vrták naostřete pouze tehdy, když je jeho výška alespoň 8-10 mm. Pokud je výška pracovní části nižší, nebudete moci dosáhnout dobrého výsledku – nákup nového nástroje. Chcete-li provést další krok, kupte si kotouč s diamantovým brusivem. Speciální hrot vrtáku Pobedit přitom neodolává kriticky vysokým teplotám. Aby nedošlo k poškození vrtačky, seřizujte ji při nízkých otáčkách.

Při broušení nástroje pobedite podle pravidel nejprve odstraňte boční hrany řezného nástroje. Opotřebují se především při práci na betonu. Upozorňujeme, že pájení musí být nastaveno na devadesát stupňů. Za druhé, pracujte na zadních hranách, až po pájení. Pokud je pájení již opotřebené až na ocel, pak je nutné přední část vrtáku nabrousit.
Při broušení vrtáku od Pobeditu, aby nedošlo k přehřátí nástroje, jej chlaďte vodou nebo strojním olejem.
Při ostření vrtáků Pobedit je důležité zachovat symetrii hran. Je důležité, aby řezné strany byly stejně velké. Pokud se střed osy posune, účinnost vrtáku se může snížit, nemluvě o tom, že otvory budou otrhané. Je důležité si pamatovat: čím ostřejší je úhel na vrcholu, tím tvrdší je materiál hrotu. Doporučený úhel ostření pro pájení pobedit je 170 stupňů.
Chcete-li pracovat s vrtáky, musíte být schopni zpracovat propojku. Na brusce je obtížné dosáhnout požadované úrovně zpracování. Proto by to mělo být provedeno následovně: propojka a zadní okraje jsou vytaženy na okraji kruhu pomocí pomalé rychlosti. Nástroj je na krátkou dobu v kontaktu s ostřičkou. Poté se odejme na stranu, otočí o 180 stupňů a znovu přitlačí na brusivo. Po zahřátí kovu by měl být vrták ponořen do vody, jinak nástroj ztratí své vlastnosti.
Po dokončení ostření zkontrolujte, jak je symetrický. Chcete-li to provést, můžete provést takový test. Do vrtáku se vloží opracovaný vrták a k opracovanému okraji se přivede fix. Vrtačka je zapnutá při nízkých otáčkách, vrtačka je pokryta značkovací čárou. Pokud je na jedné straně větší čára od fixy než na druhé, tak je potřeba ji doostřit.