Jaké otáčky jsou potřeba pro vrtání?
Ahoj všichni! Jmenuji se Alexander, profesionálně instaluji ventilaci čerstvého vzduchu a na radu přítele (aktivního uživatele tohoto zdroje) jsem se rozhodl zde zveřejnit článek, který jsem dříve napsal na téma suchého diamantového vrtání, protože. S vysokou mírou pravděpodobnosti mohou informace pomoci začínajícím kolegům vyhnout se mnoha chybám:
„Článek o technologii, mé historii jejího studia, výběru vybavení, chybách a nalezených řešeních. V procesu dalšího studia technologie/zařízení doplním.
Úvodní slovo: Článek nemá vlastní povahu a neobsahuje jedinou placenou kombinaci písmen a číslic. V tomto ohledu vyjadřuji svou představu o technologii a výběru zařízení pouze tehdy, pokud jsem je sám použil a mám na tuto věc svůj vlastní názor.
Proč jste si pro sebe vybrali suché diamantové vrtání:
• Opravdu jsem chtěl zvládnout a začít poskytovat instalační služby pro kompaktní zařízení pro aktivní přívod vzduchu (dýchače). V souladu s tím vyvstala otázka: jak udělat otvory ve stěnách.
• Uvědomil jsem si, že ve většině případů bude nutné provést instalaci podle hotových oprav, zvážil jsem pro sebe technologii suchého diamantového vrtání.
• Vrtání vodou lze také provádět čistě, ale při jeho použití existuje řada omezení, například:
– stěny dokončené sádrokartonem/sádrokartonem a jinými deskovými materiály;
— přítomnost odvětrávaných fasád budov;
— stěny z dutých keramických bloků/cihel;
— sádrové omítky, které absorbují vlhkost;
— práce při teplotách pod nulou a dalších možných nuancích.
Výběr zařízení pro suché diamantové vrtání s funkcí mikropříklepu:
Zde je seznam zařízení, které jsem původně zvažoval na začátku roku 2020 (s odhadovanými cenami na začátek roku 2022) a několik modelů, o kterých jsem nevěděl, že existují nebo se ještě nevyráběly:
• Milwaukee DD 2-160 XE: ~44000 200 rublů. + stojan Cardi LDP 2-70000 ~114000 XNUMX rub. Celkem: ~ XNUMX XNUMX rublů.
• Cardi DP 2200 ME-16 (1 rychlost): ~115000 200 rub. + stojan Cardi LDP 2-70000 ~185000 XNUMX rub. Celkem: ~ XNUMX XNUMX rublů.
• Cardi DPH 3000 ME-17 (1 rychlost): ~135000 200 rub. + stojan Cardi LDP 2-70000 ~205000 XNUMX rub. Celkem: ~ XNUMX XNUMX rublů.
• Cardi DPH 3500 SE (3 rychlosti): ~ 195000 520 rub. + lůžko Cardi CDP 135000 ~ 330000 XNUMX rub. Celkem: ~ XNUMX XNUMX rublů.
• Baier BDB 825 (1 rychlost): ~115000 200 rub. + stojan Cardi LDP 2-70000 ~185000 XNUMX rub. Celkem: ~ XNUMX XNUMX rublů.
• Baier BDB 829 (2 rychlosti): ~140000 XNUMX rub. nevěděl..
• Weka DKS15SP-L (2 rychlosti): v té době ještě nepuštěné.
Pro informovaný a správný výběr vybavení doporučuji rozhodnout se, jaký průměr otvorů uděláte.
Pro moji hlavní práci na instalaci kompaktních ventilátorů (odvzdušňovačů) je nutné vyvrtat otvory o průměrech: 102, 112, 132, 162 a méně často 182 mm.
Děkuji prodejci za informace k motoru Milwaukee DD 2-160 XE a jistou výtku za nedostatečnou konzultaci. Můj první motor:
• V první řadě mě zaujal model Milwaukee DD 2-160 XE. Přirozeně za cenu. V popisu motoru je maximální průměr 162 mm. V případě neustálé práce s průměry, které jsem uvedl, prodejce doporučil dělit uvedenou hodnotu na polovinu. Tito. doporučil tento motor pro práci s průměry do 82 mm. (Při pohledu do budoucna s tímto doporučením většinou souhlasím);
• Moje volba padla na Baier BDB 825. Byl dostupný, německý, v popisu je maximální průměr 202 mm. Myslel jsem, že to bude docela dost. No, chtěl jsem co nejrychleji sehnat vybavení a pustit se do práce.
• Ale chyběly mi velmi důležité informace o nuancích vrtání pro úspěšnou práci v počáteční fázi. Více o tom dále:
První motor Baier BDB 825 Provozní zkušenosti:
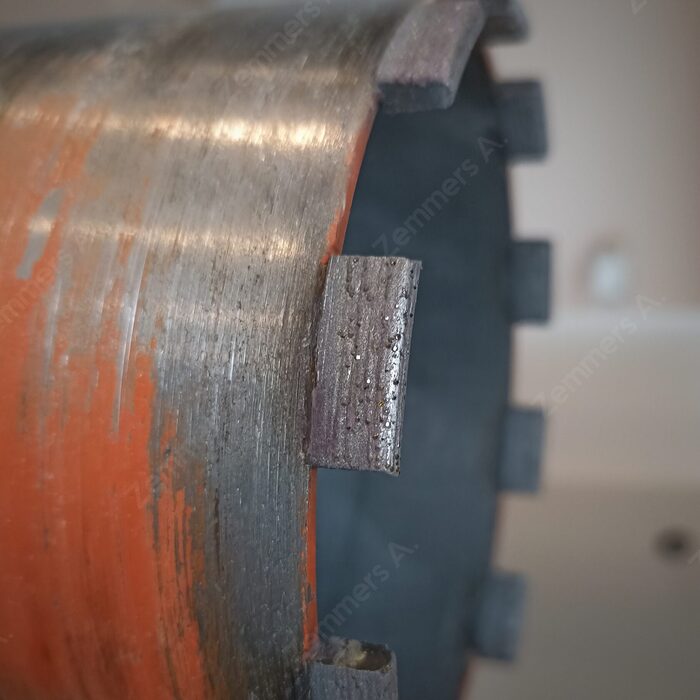
• V první fázi jsem byl spokojen s výkonem motoru. ALE. Stěny z nízkootěrového betonu začaly často narážet. Bity na takových stěnách se velmi přehřívaly, neustále se „olizovaly“ a účinnost vrtání vyvolala mnoho otázek. A několikrát jsem si myslel, že nebudu schopen dovrtat díru. A jednoho dne jsem nemohl vyvrtat díru do monolitu o průměru 132 mm. Musel jsem přijít druhý den. I s podmínkou, že korunkové segmenty byly neustále otevřené + byly náhradní korunky.
• Abych se vyhnul selhání motoru, vzal jsem stejný motor od kolegy na tuto stránku. Výsledek potěšil i zklamal: na pozitivní straně se s úkolem nevypořádal ani druhý motor, což vyloučilo poruchu mého, výsledek byl stejný: zasekla se korunka, motor; nemohlo to otočit a v důsledku toho se to prostě zastavilo. Nějak jsem dokončil tuto „tvrdohlavou“ díru a frustrovaný jsem šel přemýšlet.
O fyzice procesu suchého vrtání. O tom, jak je důležité mít v motoru několik rychlostí. O volbě rychlosti/kroutícího momentu v závislosti na průměru otvoru, lineární rychlosti segmentů bitu:
• Měl jsem štěstí a dostal se k instalaci odvzdušňovače u velmi dobrého zákazníka, a jak se ukázalo, profesora stavebního ústavu, který se přímo podílel na vývoji skladby stěn pro panelovou bytovou výstavbu. K mému velkému štěstí trval náš dialog po instalaci několik hodin a mně se podařilo přijít na řadu důležitých problémů, které bylo potřeba vyřešit. Stručně řečeno, dostal jsem potřebné a dostatečné informace týkající se fyziky procesu vrtání.
Hlavní důvody problematického vrtání a závěry:
• Při suchém vrtání (na rozdíl od mokrého vrtání) a směs plynu a prachu, která brání efektivnímu vrtání, totiž snižuje účinnost přilnavosti diamantů ke zpracovávanému materiálu, zvyšuje „zbytečné“ tření a přispívá k nadměrnému zahřívání segmentů.
• Nesprávná volba rychlosti: při vrtání průměrů do 82 mm je třeba použít zvýšenou rychlost. Při vrtání velkých průměrů je důležité používat nižší otáčky se zvýšeným kroutícím momentem. To je způsobeno lineární rychlostí segmentů: za jednotku času urazí segment s velkými průměry a vysokou rychlostí podstatně delší vzdálenost než segment s malými průměry při stejné rychlosti. Ignorování této skutečnosti jistě povede k přehřívání segmentů.
• Nadměrné zahřívání segmentů zvyšuje riziko povrchového grafitu na diamantech, břity se otupují, což v podstatě mění proces vrtání na kreslení kruhu jednoduchou tužkou.
• Spolu s těmito procesy existuje „lízání“ segmentů.
Závěry a přijatá opatření:
• směs plynu a prachu je efektivně zpracována emulzí (na bázi chladicího maziva a vody. V podstatě dvou kapalin, které se samy o sobě nerozpouštějí). Objednal jsem chladicí kapalinu (volba padla na „Sinapol“ *, níže uvedu výňatek z jejího popisu), vyrobil jsem emulzi a při vrtání málo abrazivního betonu ji dodávám injekční stříkačkou a navlhčením segmentů po 2- 4 cm vrtání. Na první pohled se proces vrtání stává složitějším, ale absolutně tomu tak není. Výsledkem je výrazně méně času a hlavně se nesnižuje účinnost vrtání a výrazně se zvyšuje životnost bitů.
* Z popisu chladicí kapaliny Sinapol: „Používá se při zpracování různých kovů, slitin, kamene a plastů. Ideální pro opracování kovů čepelí (včetně náročných aplikací) a pro tažení ocelového, mosazného a měděného drátu. Lze použít pro lisování, válcování kovů a abrazivní zpracování kovu a kamene.” Myslím, že jakákoliv chladicí kapalina používaná pro takové úkoly bude vhodná. Procentuální poměr dělám následovně: 10-15% chladicí kapalina, 85-90% voda.
• Správná volba počtu otáček pomůže, kupodivu, schopnosti volby To jest. V motoru je potřeba mít několik otáček. Baier BDB 825 se tedy ukázal jako nevhodný motor pro mé úkoly, protože. má jen jednu rychlost. V důsledku toho tento motor zaznamenal zrychlené opotřebení ráčny – mikrošok zmizel. Zjistil jsem to po prodeji motoru kolegovi, po ~měsíci používání. Celkově byl motor před poruchou v provozu asi půl roku.


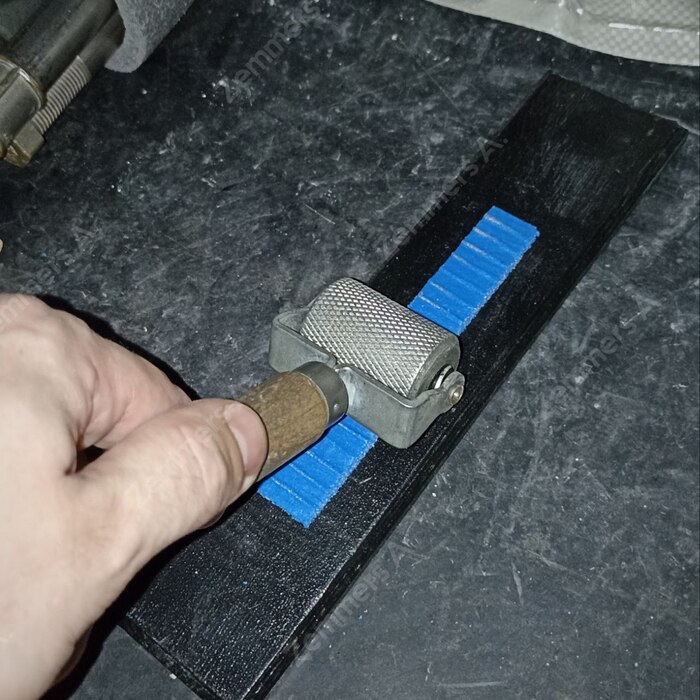
• Navzdory výše uvedeným opatřením je „lízání“ segmentů nevyhnutelný proces, i když se stal vzácnějším. Jakýkoli abrazivní materiál (jako cihly, vulkanitové desky atd.) pomůže vyřešit problém „líznutých“ segmentů. Pro sebe jsem ale zvolil jiný způsob otevírání segmentů – vyvinul jsem brusné pásy, které v případě potřeby umístím do oblasti řezání a segmenty otevřu bez prachu, rozptýleného abraziva v místnosti, nutnosti vyjmutí zařízení z postel a další manipulace. Více podrobností o brusných pásech o něco později.
Počáteční seznam modelů motorů a závěry o nich po prostudování fyziky procesu:
• Milwaukee DD 2-160 XE: Pro průměry 82+mm. Trochu slabé.
• Cardi DP 2200 ME-16: 1 rychlost. Nevešlo se
• Cardi DPH 3000 ME-17: 1 rychlost. Nevešlo se
• Cardi DPH 3500 SE: 3 rychlosti. Samozřejmě by to bylo vhodné, ALE: Instalace je příliš drahá a zbytečná pro vrtání průměrů, které potřebuji do 182 mm. Navíc je mnohem těžší a objemnější.
• Baier BDB 825: 1 rychlost. Bohužel se to stalo irelevantním.
• Baier BDB 829: 2 rychlosti. Přišel nahoru. Koupeno.
• Weka DKS15SP-L: 2 rychlosti. Koupeno jako náhradní motor. Díky tomu se dnes stal mým hlavním tahounem.
Během prvního roku používání Weka DKS15SP-L jsem ji jednou vzal na údržbu podle doporučení v dokumentaci k ní, vše zkontrolovali – vše v normě. Olej v převodovce byl vyměněn podle plánu. Během provozu budu neustále aktualizovat historii vlastnictví těchto motorů.
Další podrobnosti o fyzice procesu a otevírání segmentů:
• Při vrtání nasucho je problém s olizováním segmentů vrtáku naléhavější než při vrtání vodou. To je způsobeno skutečností, že kal vznikající během procesu mokrého vrtání je brusivo, které čistí kovové pojivo segmentu, uvolňuje nové diamanty a odstraňuje opotřebované.
• Technologie suchého vrtání se výrazně liší od vrtání vodou. Problematika uvolňování nových diamantů ve vazbě a odstraňování opotřebovaných je částečně vyřešena přítomností mikroúderové funkce v motorech + struktura svazku segmentů je implementována s „porézní/buněčnou“ strukturou, speciálně vybrané kovy .
Princip činnosti je následující: pod vlivem mikronárazu se diamanty „zařezávají“ do zpracovávaného materiálu + výsledná zpětná síla „vyrazí“ „díry“ pod diamanty, které po dosažení určité velikosti již použité diamanty neudrží a vylétají ze svazku. Pro normální provoz takového systému je důležité sledovat posuvnou sílu korunky. Vyvarujte se „drcení“ segmentů. Pokud se účinnost vrtání snížila nebo se proces úplně zastavil, je důležité vyvodit závěry včas. Zkontrolujte stav segmentů a následně zkalibrujte působící síly.
Schémata „přitiskněte silněji“ a „teď to ještě pár minut nebo hodin zkroutím a najednou se proces spustí“ nebudou v tomto případě 100% fungovat. A jistě povedou k silnému přehřátí segmentů, tvorbě povrchových grafitů na diamantech a v důsledku toho sníží životnost vrtáku. Do bodu „do prdele s tím suchým vrtáním“. Ačkoli v mnoha případech neexistuje žádná alternativa k vrtání za sucha a v mém případě neexistuje žádný závazek k vrtání za sucha bez vody a prachu – je to jediná technologie, kterou dnes používám. Proto jsem byl nucen na to přijít.
Abych byl spravedlivý, podotýkám, že určitě existují objekty, kde je výhodnější použít vrtání vodou. Z pohledu jak časových nákladů, tak výrazně nižších nákladů a delší životnosti klasických korunek. Ale dnes moje potřeba vrtání s vodou nedosáhla takové úrovně, že bych se rozhodl buď pro nákup známého vybavení Hilti, nebo bych přizpůsobil rozvody vody motorům, které již mám v sortimentu (asi bych zvolil druhou možnost, protože proces vrtání vodou + mikroimpaktem je ještě efektivnější).
• Vraťme se k vrtání bez vody. Při suchém vrtání málo abrazivních materiálů dochází k nedostatku abraziva a jak již bylo zmíněno výše, dochází k „olíznutí“ segmentů a zvýšení jejich teploty. K vyřešení tohoto problému je kromě přiloženého mikrošoku nutné sledovat stav segmentů a včas je otevřít. Kdysi jsem používal vulkanitové desky. Stačilo do nich vícekrát zajet korunkou a segmenty se vcelku dobře otevřely. Tato možnost má pro mě ale několik nevýhod:
1. Jelikož dnes provádím montáž odvzdušňovačů v jedné osobě, je prostě nepohodlné otevírat segmenty pomocí vulkanitové desky. Musíte buď vyjmout zařízení z rámu a otevřít jej na „zemi“, nebo jednou rukou přiložit destičku k šabloně distanční vložky rámu (podrobnosti níže) a druhou rukou podávat bit. Navíc obě tyto možnosti jsou také dost nebezpečné při otevírání korunek o průměru 102, 132, 162, 182 mm. Problematická je kontrola vstupu vrtáku (na rozdíl např. od průměru 52 mm při vrtání otvorů pro trasy dělených systémů nebo průměrů 68-82 při vrtání nástrčných krabic);
2. Dalším důležitým bodem je rozprostření brusiva v interiéru. Protože většina mých instalací se provádí pomocí hotových oprav, tato možnost mi kategoricky nevyhovuje.

O brusných pásech:
Vzhledem k uvedeným nevýhodám jsem byl nucen najít čistší a bezpečnější způsob otevírání segmentů. Našel jsem to. A jak se ukázalo, je to také efektivnější:
• Vybráno brusivo a materiál pro jeho vázání. Aby se nedrolila a měla určitou pružnost.
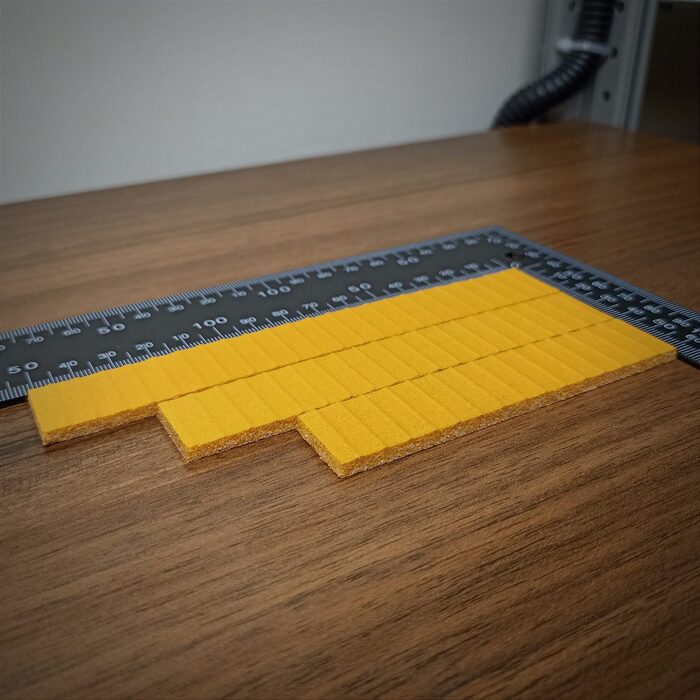
• Vyrobeny brusné pásy s tloušťkou o něco menší než je tloušťka segmentů a v procesu jejich vývoje byly přidány „protektory“ pro jasnější umístění. Umístím je do zóny vrtání a odkryjí se segmenty na všech stranách. Přikládám foto zkoušek brusných pásků u výrobce diamantových bitů Diamond Hit.
Shrnout: pásky jsou určeny pro efektivní otevírání segmentů diamantových bitů v zóně vrtání bez prachu a nečistot:
• Segmenty se otevírají ze všech stran;
• Nedostatek prachu, abrazivo se nerozptýlí v interiéru;
• Při vrtání z rámu není nutné demontovat zařízení;
• Bezpečné. Při vstupu na abrazivní desku/cihlu/jiné materiály nehrozí otlučení korunky.
Jak používat brusné pásy:
• Pokud je nutné při vrtání segmenty otevřít, umístěte pásek do oblasti řezu s chrániči podél osy otvoru. Pokud dojde k výraznému bočnímu opotřebení segmentů, převálcujte pás válečkem;
• V případě aktivního mikronárazu jej vypněte, vypněte vysavač (v případě vrtání s vodou vypněte přívod vody);
• Zatlačte proužek korunkou hluboko, dokud se nezastaví;
• Vrtejte pás s pomalým posuvem;
• V případě potřeby zapněte mikrovýboj, zapněte vysavač/přívod vody;
• Pokračujte ve vrtání.








• Původně jsem zvolil lůžko Cardi LDP 200-2. S výběrem jsem spokojen, v provozu od května 2020. Vozík jsem několikrát utáhl seřizovacím klíčem. Nevyvolává žádné otázky. Podle toho jsem nehledal ani nezvažoval jiné možnosti.
• Vhodné pro všechny výše uvedené motory kromě Cardi DPH 3500 SE (pro tento motor je vhodný rám Cardi CDP 520).
Rám upevňuji pomocí 12 mm tetřeva a 14*70 mm Fischer Duo hmoždinek.





O šabloně distanční vložky:
• Spolu se stojanem Cardi LDP 200-2 používám podomácku vyrobenou distanční šablonu. Umožňuje rozložit zatížení stojanu na stěnu. Nezanechává stopy ani promáčkliny.
• Zkracuje čas, snižuje mzdové náklady při zavěšení a zvyšuje přesnost polohování zařízení.
• Zvětšená tloušťka šablony v oblasti, kde korunka prochází, umožňuje eliminovat prach a malé úlomky při vstupu korunky do stěny. Vše jde okamžitě do sběrače prachu.


• Zpočátku jsem používal vysavač Dexter VOD1420SF. Později jsem ho změnil na AEG AP2-200 (jsou Makita, Metabo a Nilfisk ze stejného výrobního závodu.) kvůli tomu, že má delší hadici + je mnohem tišší. No, mám celou řadu akumulátorového nářadí této konkrétní značky.

Děkuji za pozornost a přeji mnoho úspěchů ve vaší práci! Článek plánuji doplnit o recenze a recenze zařízení, technologií a nových řešení.“

Sběratel – hornina obsahující vodu (písek, vápenec atd.), která tvoří zvodněnou vrstvu.
Zákazník musí rozumět jazyku vrtače, aby správně vyhodnotil situaci během procesu nebo při čtení článků na stavebních fórech.

Rotátor pro malou vrtnou soupravu
Motor pro MGBU – co si vybrat?

Správná volba převodového motoru pro malou vrtnou soupravu je klíčem k úspěšnému vrtání studní. Před zakoupením tohoto nebo toho rotátoru se musíte rozhodnout o způsobu vrtání a také o použitém vrtacím nástroji. To určuje, jaký výkon (točivý moment) bude potřeba a jaké otáčky budou vyžadovány na hřídeli rotátoru.
Například charakteristiky průzkumného vrtného zařízení URB 2A2 založeného na ZIL-130, které umožňuje vrtat jakékoli vodní studny, jsou následující: 20-300 ot./min na rotátoru a točivý moment 3500 n.m. pro suché vrtání – u šneků D135 do hloubky 30-40 metrů je potřeba kroutící moment 2500-3500 N.m. a rychlost je asi 100 ot./min. Takové vlastnosti lze dosáhnout pouze s použitím pohonu v podobě palubního vznětového motoru o výkonu 50-80 kW. Proto jsou šnekové vrtání a malé vrtné soupravy nekompatibilní.
Nejčastěji se vrtání na MGBU provádí metodou přímé cirkulace, tzn. přivádění vrtné kapaliny k pracovnímu nástroji – válečkovému vrtáku nebo pikovrtáku. Tato metoda vrtání vyžaduje mnohem méně energie, protože nástroj pracuje pouze na dně, na kontaktní ploše, a proto je vynaložené úsilí malé a k odstraňování horniny dochází v důsledku provozu kalového čerpadla. Točivý moment potřebný pro tuto metodu je přibližně 250-500 Nm, tento kroutící moment lze získat z jednoduchého elektromotoru s převodovkou o výkonu 2-3 kW.
Teoreticky je samozřejmě možné zvýšit výkon na 6-7 kW, ale pak je nutné změnit konstrukci instalačního rámu, udělat jej ve tvaru šipky nebo U s výztuhami. Otáčky rotátoru pro práci na malých instalacích se obvykle pohybují v rozmezí 50-90 ot./min. To je způsobeno skutečností, že nestabilita konstrukce a nízká přesnost výroby rotujících dílů při vysokých rychlostech mohou způsobit silné vibrace a házení vrtné tyče a porušení spojů. Pro vrtání měkkých hornin do 4. kategorie vrtatelnosti (hlína, písčitá hlína, písek) taková rychlost a krouticí moment zcela stačí.
Přirozeně se nikdo konkrétně nepodílel na vývoji motorů s převodovkou speciálně pro malé instalace. Nejčastěji se jednoduše používají standardní motory z jednotek používaných v zemědělství a průmyslu. Tři hlavní převodovky, které jsou instalovány na MGBU, jsou převodovka TSN 00.76 z pohonu šikmého dopravníku komplexu pro sklizeň hnoje nebo obecná průmyslová převodovka 3MP-40 nebo 3MP-50. Pohon pro tyto převodovky je přírubový třífázový asynchronní elektromotor o výkonu 2.2 kW a výkonu 1500 ot./min.
1. Převodovka TSN 00.76

Tento motor s převodovkou, hovorově označovaný jako „nosič hnoje“, je nejoptimálnější a nejoblíbenější rotátor pro malé vrtné soupravy. Jeho předností je spolehlivost a jednoduchost designu, snadná dostupnost (prodává se v jakémkoli velkém agromashu) a udržovatelnost náhradních dílů jsou téměř vždy k dispozici ve stejném agromashu. Nevýhodou je velká hmotnost (95 kg), i když někdy je to výhoda – poskytuje dodatečný přítlak na vrtací nástroj a relativně nízký počet otáček na hřídeli – 56 ot./min.
2. Převodovky 3MP-40 a 3MP-50

Převodovky 3MP-40 a 3MP-50 jsou dvojčata, jejich rozdíl je pouze v točivém momentu na hřídeli. Produkují asi 80 otáček za minutu, ale jejich konstrukce je složitější než u TSN, jedná se o planetové převodovky se satelitními převody, jako u náprav automobilů. Jsou k dispozici ve dvou typech – pro horizontální instalaci – na patky a pro vertikální instalaci s přírubovým připojením. Tyto převodovky váží o něco méně než TSN a jsou vhodnější pro instalaci na přenosné MGBU. Ale zpravidla je ve většině firem prodávajících průmyslové vybavení taková převodovka a náhradní díly k ní objednaným zbožím s dodací lhůtou cca měsíc.
Cena těchto převodovek je o 15-20% dražší než TSN.