Jak správně svařovat?
Ať už se dá říct cokoli, na chatě se neobejdete bez svářečských prací: opravte klády na plot, svařte bránu nebo opravte přívod vody. Ne všude a ne všichni jsou plastu nakloněni (i když plastové trubky lze také vyvařit). Osobně jsem kvůli navařování nových pantů na starou bránu musel vytáhnout na návštěvu kamaráda se svařováním. Samozřejmě jsme se dobře bavili, ale stále je lepší udělat takovou drobnou práci sami. Kde začít, pokud se chcete naučit svařovat kov?

Už vás nebaví volat přátelům k základní práci
Začněme výběrem svařovacího stroje
Tohle byla první věc, na kterou jsem myslel. Jaké zařízení a jakou masku si mám koupit, abych realizoval své nápady? A plány byly velkolepé – už dlouho jsem chtěl svařit gril ze staré nádrže, stůl z kovového profilu a pár kovových taburetů. S těmito myšlenkami jsem zašel do OBI pro nějaký nesmysl a narazil jsem na výprodej kompaktních svařovacích strojů Wert. Přístroj doplněný o masku chameleona stál něco málo přes tři tisíce. Plánoval jsem utratit dva tisíce za masku a pět tisíc za svářečku. Tak jsem si tu sadu za takové peníze bez váhání koupil.

Takže abych mohl začít vařit, potřeboval jsem:
- svařovací stroj,
- maska,
- pracovní rukavice (nejlépe svářečské, ty už jsem měl),
- elektrody.
Zařízení Wert je velmi kompaktní a je dodáváno s ramenním popruhem. Popis uváděl, že vhodné jsou elektrody do průměru 4 mm. Foto od autora
Jaké elektrody koupit?
Zavolal jsem zpět kamarádovi, který uměl dobře vařit a poradil se. Poradil nám koupit univerzální elektrody s rutilovým povlakem značky ANO. Pro začínajícího svářeče jsou dobré, protože se snadno rozsvítí a lze s nimi svařovat v jakékoli poloze. Při svařování těmito elektrodami se kov méně rozstřikuje, struska snadno odchází a lze s nimi pracovat se špatně čištěnými povrchy. Pro svařování v domácnosti se doporučují elektrody o tloušťce 2-4 mm. Chystal jsem se svařovat tenký kov a koupil jsem pár balení elektrod o tloušťce 2,5 mm.
O bezpečnostních opatřeních
- Měli byste pracovat v ochranné masce a svářečských rukavicích. Při práci masku nesnímejte!
- Používejte ohnivzdorný oděv a obuv. Ideální je plátěná bunda a plachtové boty.
- Svářečské práce se doporučuje provádět mimo dřevostavby. Vařil jsem na grilu na ulici 10 metrů od domu.
První zkušenost se svařováním
První věc, kterou jsem před prací udělal, byl svařovací stůl. Byl použit s kusem staré nábytkové desky, která na venkově dlouho žila. Vlastně o něm můžete napsat samostatný příběh. Štít byl instalován na silnou kládu před domem tak, aby 10metrová prodlužovací šňůra dosáhla ke svářečce. Obrobky byly upevněny svorkami.
Svářečku jsem zapojil do zásuvky přes 10metrovou prodlužovačku (2 kW). Ale myslím, že je lepší vzít kratší a výkonnější prodlužovačku. Abych byl upřímný, byl jsem příliš líný jít pro to do stodoly. Zemnící vodič a držák elektrody připojíme k zařízení. Druhý zemnící vodič připevníme k obrobku. Na zadní straně zařízení je vypínač. Stiskněte jej a počkejte několik minut, než se zařízení zahřeje.
Jaký proud mám nastavit? Začínáme s hodnotou uvedenou na obalu s elektrodami. Knoflík pro nastavení proudu je umístěn na předním panelu svářečky. Nyní můžete udeřit obloukem.
Nabízí se rozumná otázka: kde spojit „plus“ a „mínus“? Vařit ho můžete v zásadě jakkoli. Ale při připojení „plus“ ke svařovaným dílům se kov lépe zahřeje. V mém případě je při svařování tenkostěnného profilu lepší připojit „mínus“ k obrobku a „plus“ k elektrodě. Tímto způsobem bude menší pravděpodobnost propálení obrobku.

Na takovém svařovacím stole byly svařeny první přířezy kovových profilů. Dosud jsme nepochopili magické kouzlo „udržet koupel“. Foto od autora
Zjevně jsem neměl moc praxe, ale už mě svrběly ruce, abych se pokusil uvařit něco potřebného. Začal jsem se stolicí vyrobenou ze čtvercové trubky 25 mm x 25 mm s tloušťkou stěny 1,5 mm. Trochu jsem experimentoval s různými proudy. Při 80 A bylo potrubí snadno spáleno. Musel jsem se naučit svařovat díry. Snížil jsem proud na 70 A – bylo méně děr.

Zdálo se, že zařízení drží oblouk. Bohužel jsem nezměřil proud, který produkovala. Foto od autora
Potěšila mě maska chameleona: sklo v ní ztmavne, když se objeví jiskra. Před několika lety jsem zkusil vařit ve staré masce. Neviděl jsem v tom vůbec nic a nechal jsem tu věc.
Existovaly určité pochybnosti, že zařízení produkuje přesně nastavený proud. Oblouk se však zapálil a přístroj oblouk držel. Po svaření tří stoliček jsem začal mít pocit, že získávám dovednost.

Taburety s kovovou základnou. Sedák je vyroben z 18mm překližky. Foto od autora
Po třech stoličkách jsem se rozhodl svařit gril ze starého válce – nevyžadovalo to žádné zvláštní dovednosti: musel jsem přivařit nohy k válci. Pak jsem svařil ještě pár stoliček.

Nový gril ze starého, rezavého válce. Foto od autora
Návod od profíků
Při procesu svařování jsem se snažil dodržovat doporučení zkušeného svářeče Ivana. Podle mého názoru jsou velmi chytří.
Jak vložit elektrodu do držáku?
Pokud při svařování na stole upnete elektrodu do držáku pod úhlem 90°, začne se tavit. S krátkou elektrodou se rukojeť opře o stůl nebo obrobek a to vás donutí změnit úhel svařování.

Na krátké elektrodě začne rukojeť překážet při držení úhlu. Fotografie z kanálu „100 ampér“.
Tomu lze předejít upnutím elektrody do držáku pod úhlem 45°.

Elektroda je upnutá pod úhlem 45° – rukojeť již nepřekáží. Foto z kanálu “100 ampérů”
Zde klidně držíte elektrodu v požadovaném úhlu až do konce a rukojeť vám nebude překážet.
Jak vařit?
Elektroda musí být udržována v minimální vzdálenosti od obrobku. Svařujeme pod úhlem dozadu (k sobě), přičemž elektrodou děláme hadí pohyb.

Pohybujeme elektrodou jako had a snažíme se ji udržovat v minimální vzdálenosti. Fotografie z kanálu „100 ampér“.
Držíme elektrodu trochu v extrémních bodech a zahříváme kov.
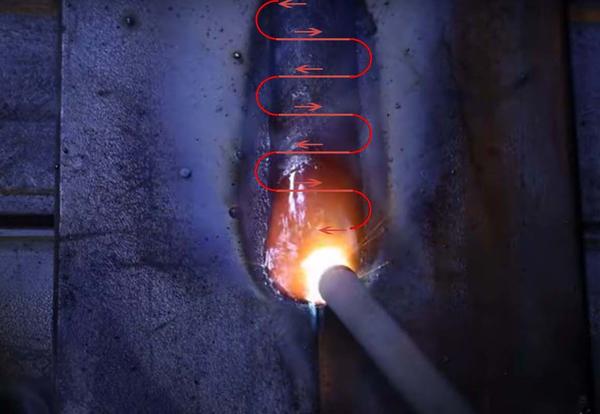
Schéma pohybu elektrod. Fotografie z kanálu “100 ampér”
Doporučený úhel elektrody je 65°. Náklon je nutný k odhánění strusky. V zásadě můžete vařit pod úhlem 90°.
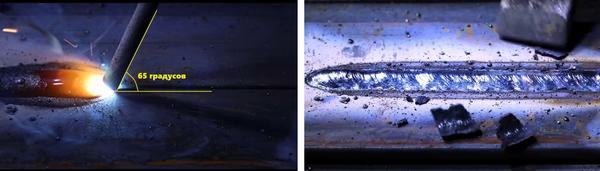
Elektrodu držíme se sklonem 65°. Šev je perfektní. Fotografie z kanálu „100 ampér“.
Nedoporučuje se vést elektrodu na dlouhém oblouku, měl by být minimální. (Oblouk je vzdálenost mezi elektrodou a obrobky).

Snažíme se dodržovat minimální vzdálenost. Fotografie z kanálu „100 ampér“.
Ideální je udržovat vzdálenost asi milimetr, ale zde vše samozřejmě závisí na ruce svářeče. Během procesu svařování vzdálenost přirozeně kolísá: buď se zvětšuje, nebo zmenšuje. Dovednost svářeče spočívá ve stabilním držení elektrody v minimální vzdálenosti. Pokud zvětšíte vzdálenost např. na 5 mm, oblouk se začne lámat a šev bude nerovnoměrný.
V zásadě můžete elektrodu posouvat pod úhlem dopředu, ale to ještě ztěžuje dodržení minimální vzdálenosti.
Pokud uděláte velmi ostrý úhel – umístíte elektrodu na 30° – pak oblouk zahřeje kov do menší hloubky a většina tepla půjde do samotného švu.

Při ostrém úhlu sklonu elektrody je kov svařen do menší hloubky. Fotografie z kanálu „100 ampér“.
Možnost svařování pod ostrým úhlem je velmi užitečná při svařování tenkostěnných dílů (například z profilové trubky o tloušťce stěny 1,5 mm).

Svařujeme tenkostěnnou trubku. Foto z kanálu “100 ampérů”
Při svařování pod ostrým úhlem je pravděpodobnost spálení trubky mnohem menší. Elektroda tři – proud 65 ampér.

Výsledek je zřejmý. Fotografie z kanálu „100 ampér“.
Vlastně tady triky končí, vše ostatní je věcí cviku. Abych udělal takový šev, musím ještě dlouho trénovat. Své představy jsem ale zrealizoval – ze starého válce jsem svařil gril, do kuchyně nový stůl a taburetky už rok slouží. Proto mohu s jistotou říci, že již mohu svařovat profilovou trubku!
Existuje ale stížnost na provoz zařízení Wert – během druhé sezóny mu odpadla hromadná svorka. Pročetl jsem recenze a zjistil jsem, že tuto vadu měl každý druhý uživatel. No, není to tak urážlivé.
Výsledek práce přímo závisí na dovednosti a zkušenostech svářeče. Co když tato zkušenost prostě ještě neexistuje? Pro kompenzaci nedostatku stojí za to převzít znalosti od zkušených „soudruhů v obchodě“.
Tento článek nebude obsahovat historii vzhledu svařování a další obecné údaje. Snažili jsme se zaměřit na to, co je opravdu důležité vědět pro začínajícího svářeče, který se zajímá o svařování elektrickým obloukem (MMA).
O bezpečnostních opatřeních
- Svářečská maska
- Svářečské rukavice (kamaše)
- Župan nebo oblek s ohnivzdorným povlakem
- Obuv z nehořlavých a netavných materiálů
- Respirátor (v některých případech)
- Ochranné brýle pro stahování produktů
Jak vybrat elektrodu pro svařování s invertorem
Nejčastěji ve výcvikových doporučeních pro začátečníky existuje vztah mezi tloušťkou svařovaného kovu a průměrem elektrody. Věnujte pozornost tabulce:
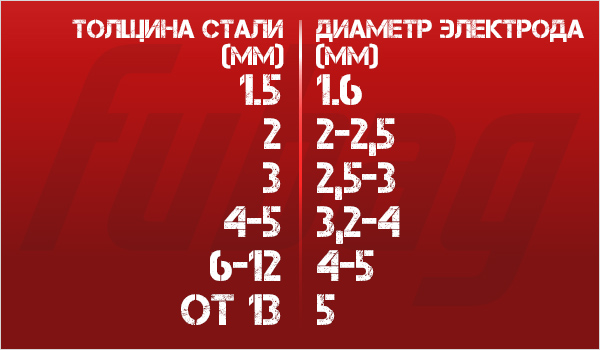
!Obvykle jsou doporučení pro průměr a tloušťku uvedena ve vztahu ke konkrétnímu typu kovu.
- kyselé (A) – pro legování nízkouhlíkové oceli. Vyznačují se dobrým zapalováním i při nízkém napětí a stabilitou oblouku. Vhodné pro AC a DC invertorový provoz.
- Základní (B) – pro svařování pevných kovových konstrukcí s několika vrstvami. Chraňte švy před prasklinami a udržujte rovnoměrný oblouk při svařování stejnosměrným proudem a obrácenou polaritou.
- rutil (R) – pro svařování v jakékoli poloze. Ideální varianta pro začátečníka. Dobrá kvalita švů, minimální rozstřik, možnost pájení rezavých míst. Elektrody jsou nepropustné pro vlhkost, což umožňuje jejich použití pro svařování potrubí. Před použitím vyžadují sušení a kalcinaci.
- celulóza (C) – pro svařování na těžko přístupných místech. Vlastnosti elektrod s tímto povlakem z nich činí vynikající volbu pro práci v jakékoli poloze. Poskytují stabilní oblouk a zanechávají minimum strusky. Jediným negativem je nutnost dodatečného broušení povrchu švu.
- Smíšené nebo kombinované – zde mohou být různé možnosti, ale jako příklad uvedeme pouze nejoblíbenější – rutil-celulózu. Tento spotřební materiál kombinuje to nejlepší z obou typů, a proto se doporučuje i začátečníkům.
Jak upravit sílu proudu elektrického obloukového stroje
Svařování s invertorem není pro začátečníky jednoduché. V budoucnu se začátečník bude moci spolehnout na zkušenosti při výběru ideálního proudu pro danou situaci. V počátečních fázích se budete muset zaměřit na průměrné hodnoty a experimentovat.
Každý průměr elektrody vyžaduje určitou hodnotu proudu, nebo spíše rozsah hodnot. Hrubou část lze nazvat průměrem 1 mm na proud 30 A. Na dvojku budete potřebovat 60 A, na trojku 90 A a čtyřka by byla vhodná na 120 A. Přesnější rozsahy jsou uvedeny v tabulce:

Nedoporučujeme setrvávat dlouhodobě na průměrných hodnotách. Pouze na základě zkušeností můžete najít nejlepší volbu pro svařování kovu.
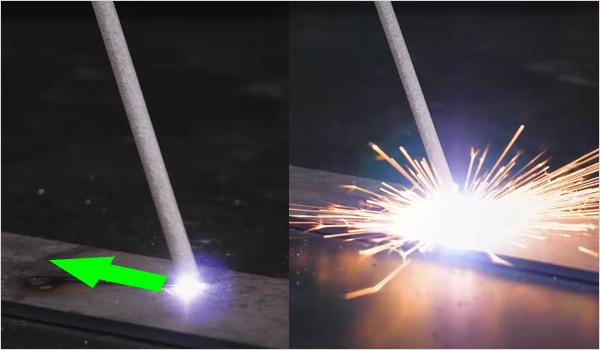
Jak zapálit elektrodu
- Dotykem.
- Úderem.
To první je jasné. K zapálení dochází, když se elektroda dotkne kovového povrchu. Druhý by také neměl způsobovat potíže. Představte si, že elektroda je zápalka a součást je krabička od zápalek. Cvrlikání zajistí snadné zapálení, ale ne na těžko dostupných místech.
Před kontaktem věnujte pozornost špičce elektrody. Pokud vidíte výčnělek kovu, pak by neměly být žádné problémy se zapalováním. Někdy může povlak rušit zapalování, které nevede proud a objeví se po provozu. Co dělat v tomto případě? Jednoduše klepněte na díl, který se má svařit, abyste uvolnili požadovaný díl z přebytečné vrstvy.
Jak vést elektrodu při svařování
Zapalování bylo dokončeno. V budoucnu se tento proces stane automatickým a zabere minimum času. Dále se podíváme na vedení elektrody. Jak to správně udělat, abyste dosáhli kvalitního svaru bez prasklin nebo nadměrné strusky? Podívejme se dále.
Doufáme, že jste se s teorií již setkali a víte, co je to svarová lázeň. Žádný? Pak si vzpomeňte na jednoduchý orientační bod – bílou skvrnu žhavého kovu. Během provozu jej musíte neustále sledovat a oddělovat od strusky.
- Pravý úhel – pro práci na těžko přístupných místech
- Úhel dopředu – pro horizontální a vertikální švy
- Zahnuté dozadu – pro rohové a tupé spoje
Dávejte pozor na rychlost elektrody. Příliš malý způsobí nedostatečnou penetraci. Pokud je pohyb příliš pomalý, pak je vysoká pravděpodobnost, že se obrobek propálí a poškodí.
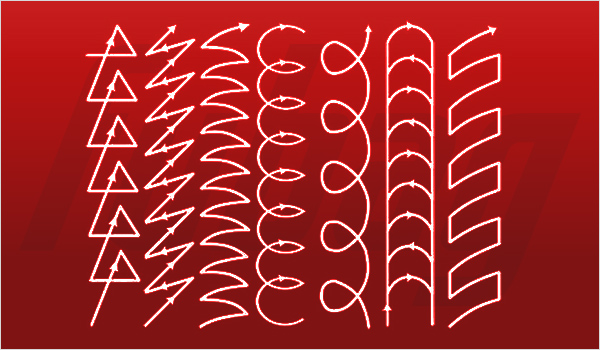
Nezapomeňte na trajektorii pohybu. Ano, to je také důležité. Několik z níže uvedených příkladů by se mělo procvičovat, dokud se nestanou automatickými.
Jak minimalizovat chyby v práci. Žádná teorie vám nepomůže. Jen praxe bude nejlepším učitelem. Při zvažování svařování invertorem pro začátečníky se doporučuje trénovat na tlustých plechách. Nejprve se musíte naučit, jak volně zapálit elektrodu a vést ji v horizontální rovině.
Jak poznáte, že jste připraveni na vážnější výzvy? K tomu pomůže kvalita švu. Sami si to můžete určit a rozhodnout se, zda se zastavíte u dosaženého výsledku.
Jak pracovat s tenkým kovem
- Nastavte správnou hodnotu proudu a vyberte elektrodu (obvykle „dvojku“ a 60 A).
- Vařit obrobek v krátkých intervalech (se zkušenostmi bude možné svařovat s kontinuálním švem)
Nejčastější chyba začínajících svářečů při svařování tenkých kovů nastává, když jsou svařovány s obrobky, které mají velkou tloušťku. Pamatujte! Vždy volte tenčí tloušťku. Jedině tak lze eliminovat možnost průniku.
Pokud jste si ještě nepořídili invertor, věnujte pozornost funkci automatického snížení svařovacího proudu při zkratu. Bude také chránit před proražením a poškozením natavených obrobků.
Přední nebo obrácená polarita
- Přímá polarita – pro tenké kovy (1,5-2 mm)
- Opačná polarita – pro silné materiály (více než 2 mm)
Důvod je jednoduchý – při obrácené polaritě se uvolňuje více tepla, což zvyšuje průnik. Můžete si to ověřit pokusem o řezání kovu pomocí svářečky. Se stejným nastavením a spotřebním materiálem bude snazší řezat kov s obrácenou polaritou (zkuste zkontrolovat).
Nevíte, jak přepnout na přímou nebo obrácenou polaritu? U první možnosti je držák připojen k „mínusu“ a „koláč na prádlo“ k plusu, u druhé – naopak.

*Důležité! Pro svařování některých kovů se používá pouze obrácená polarita. Příkladem je hliník, jehož fyzikálně-chemické vlastnosti proces výrazně komplikují.
Svařování hliníku elektrickým obloukovým invertorem
Informační materiály často obsahují prohlášení, že MMA invertor není přesně to, co je potřeba pro práci s hliníkem. Zařízení s argonovým obloukem se s tímto úkolem skutečně vypořádají lépe, ale jsou drahé a ne každý je má. Na úrovni domácností nemá smysl kupovat takovou jednotku, takže se uchýlí k použití měniče MMA.
Co je důležité mít na paměti:
1. Ke svařování hliníku budete potřebovat speciální elektrody. Přitom existují jak univerzální možnosti, tak typy určené výhradně pro čistý kov. Spotřební materiál vybírejte pečlivě, abyste neskončili s „nesnesitelnou bolestí“ za ztracený čas.
*Potřebujete zlepšit kvalitu svého svaru? Pak byste měli věnovat pozornost legujícím přísadám v povlaku elektrody. Pro zvýšení odolnosti proti korozi se používá přísada Mangan, pro ochranu proti pronikání – Silicon (snižuje tavení, ale podporuje svařitelnost) a pro pevnost – Magnesium. Pokud přísady smícháte, získáte další efekt. Hořčík a křemík tak tvoří žáruvzdornou slitinu.
2. Povinné důkladné čištění povrchu před svařováním. Nejčastěji se na povrchu hliníku nachází oxidový film, který komplikuje proces kvůli nadměrnému bodu tání (2037 ° C). Proto je povinným krokem při práci s hliníkovými díly jejich příprava (čištění).

3. Proces se provádí pomocí stejnosměrného proudu a obrácené polarity. Pouze za takových podmínek je možné zničit oxidový film pomocí katodového naprašování.
A povíme si trochu o hlavních potížích při práci s elektrickým obloukovým měničem s hliníkovými díly. Existují čtyři hlavní problémy:
- Kovová tekutost. Tato nemovitost bude pro začínajícího svářeče skutečnou noční můrou. Během provozu může přehřátý kov unikat. Aby se zabránilo „vytečení“ roztaveného hliníku, doporučuje se keramická nebo ocelová těsnění.
- Oxidace hliníku. Již jsme mluvili o oxidickém filmu, který svou vysokou teplotou tání a dalšími vlastnostmi výrazně komplikuje proces (ztěžuje zapálení oblouku). Naštěstí je „ošetření“ jednoduché – před svařováním je třeba díl důkladně vyčistit.
- Кlineární expanzní koeficient. Mnoho lidí o tomto indikátoru nemluví, ale stává se běžnou příčinou prasklin a jiných defektů. Když je teplo vysoké, roztahovací kov vyvíjí tlak na zbytek konstrukce, což způsobuje problémy. Řešení je zde zcela jednoduché – předehřejte obrobek na 200 °C a ovládejte teplotu.
- Horké trhliny po vytvrzení švu. Pokud je taková vada pozorována, musíte použít speciální výplňový materiál.
Invertorové svařování a řezání kovů
Pro řezání kovu lze použít jakýkoli moderní invertor za předpokladu dostatečného proudu. Plánujete používat řezací stroj? Dbejte na rezervu svařovacího proudu 20-50%.
K řezání kovových obrobků používejte speciální elektrody nebo jiné typy běžných spotřebních materiálů. Chcete-li svařovat kov, budete muset nastavit sílu proudu na větší hodnotu než při svařování.
Předpokladem je také práce s obrácenou polaritou, o které jsme mluvili dříve. Právě tímto spojením je dosaženo maximálního ohřevu. Důležitým bodem bude také způsob vedení – musíte posunout elektrodu v „dopředném úhlu“.
Aby bylo vše jasné, uveďme příklad. Řekněme, že máme ocelový polotovar o tloušťce 20 mm. Chcete-li řezat svařovacím invertorem, budete potřebovat elektrodu „trojky“ a proudovou sílu v rozsahu od 150 do 200 A. Tuto hodnotu můžete nastavit během provozu a vybrat nejlepší hodnotu.