Jak praská dřevo?
Široká škála využití dřeva v různých odvětvích národního hospodářství se vysvětluje vzácnou kombinací jeho pozitivních vlastností. Kladné vlastnosti dřeva se přitom projeví a s patřičným účinkem využijí až tehdy, když je z něj odstraněno značné množství vlhkosti, tzn. po vysušení dřeva, čímž se zlepšují i jeho technologické vlastnosti.
Bohužel se někdy během sušení objeví na dřevě vady. To je způsobeno tím, že odstraňování vlhkosti ze dřeva je spojeno se značnými obtížemi. Takové potíže se vysvětlují strukturou dřeva, poměrně velkou tloušťkou materiálu a také změnami geometrických rozměrů při poklesu jeho vlhkosti (smršťování dřeva). Změna rozměrů sušeného řeziva, pokud je proces sušení prováděn nesprávně, může vést k různým vadám, jako je deformace a praskání.
Hlavním úkolem sušení je proto rovnoměrné snížení vlhkosti dřeva – a to jak všech prken v sušeném stohu řeziva, tak zvlášť v každém prkně po jeho průřezu a délce. Zanedbání sušení vede k velkému plýtvání dřevem a plýtvání prací ve stavebnictví a průmyslu: nesprávné sušení může vést ke značným ztrátám v důsledku prasklin a deformací materiálu, což snižuje užitečnou výtěžnost při dalším zpracování vysušeného materiálu. Správně vybudovaný proces sušení dřeva by měl zajistit rychlé odstranění vlhkosti ze dřeva s minimálními náklady při zachování kvality materiálu. Jakékoli odchylky od běžných ukazatelů kvality by proto měly být považovány za nevyhovující průběh procesu sušení dřeva.
Možné vady
Vady způsobené změnami geometrie nebo dokonce porušením celistvosti materiálu mají jednu příčinu – vnitřní pnutí. Vznikají jako důsledek řady fyzikálních jevů vyskytujících se při procesu sušení a jsou spojeny s anizotropií dřeva a také se specifiky přenosu vlhkosti v materiálu. Velikost vnitřních pnutí ve dřevě je dána charakterem rozložení vlhkosti v celém objemu sortimentu při procesu sušení. Čím vyšší je nerovnoměrnost vlhkosti, např. střed řeziva a jeho povrch, tím vyšší je hodnota vnitřních pnutí. Tento vztah je zvláště patrný, když je proces sušení intenzivnější. Ve většině případů je urychlení procesu sušení dřeva doprovázeno velkou nerovnoměrností vlhkosti v celém objemu řeziva a výskytem výrazných vnitřních pnutí, vedoucích ke vzniku trhlin. Je zcela zřejmé, že řešení problému zintenzivnění procesu sušení dřeva je možné pouze provedením výzkumu zaměřeného na zohlednění, posouzení a kontrolu vnitřních pnutí vznikajících ve dřevě během procesu sušení.
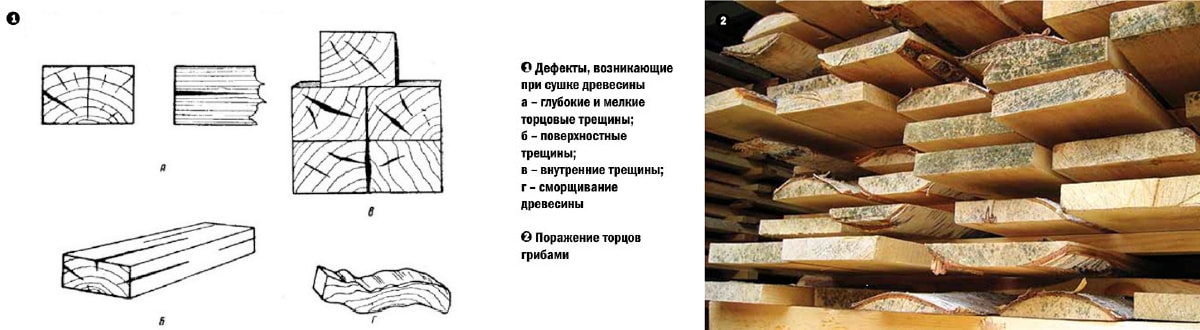
Vady, které se vyskytnou během procesu sušení, lze rozdělit na zjevné, nebo viditelné a skryté. Když hodnoty napětí překročí pevnost dřeva v tahu, vedou k viditelným defektům. Mezi viditelné vady patří praskliny, deformace materiálu (obr. 1), ztráta suků, poškození houbami (plíseň), silné ztmavnutí barvy dřeva a velké množství pryskyřice uvolněné na povrch dřeva. Mezi skryté vady vysychání patří přítomnost vnitřních pnutí ve dřevě, zvýšená a nerovnoměrně rozložená vlhkost po průřezu materiálu. Za skrytou vadu lze také považovat nerovnoměrné sesychání jednotlivého řeziva ve stohu na konci procesu sušení.
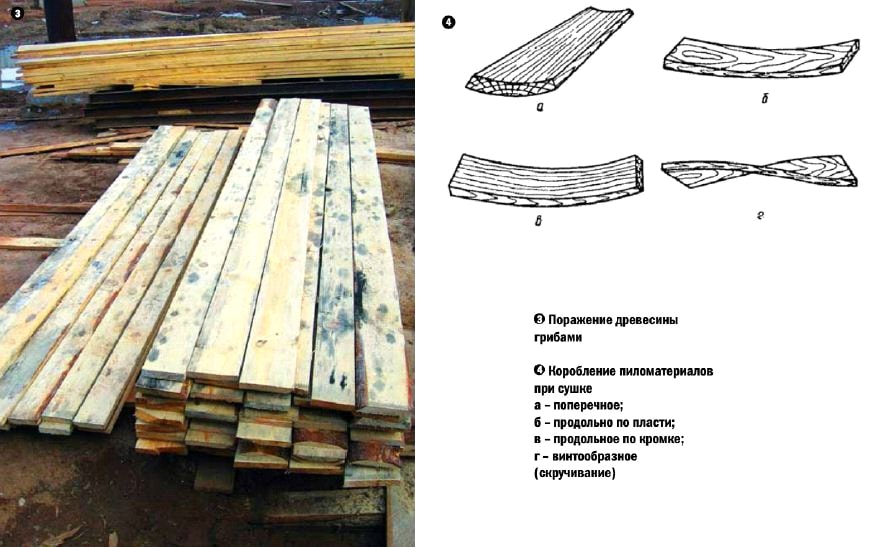
Jednou z nezbytných podmínek pro další využití pokáceného dřeva je zamezení jeho ničení dřevokaznými houbami, které se při vysoké vlhkosti aktivně rozvíjejí ve struktuře dřeva. Po nařezání kulatiny na řezivo při dlouhodobém skladování bez jejich vysušení se ve dřevě mohou rychle objevit houbové infekce – plíseň, padlí, různé hniloby (obr. 2). Aby se tomu zabránilo, je třeba řezivo před sušením položit na podložky a umístit na otevřené místo pro atmosférické sušení.
Poškození řeziva dřevokaznými houbami lze pozorovat i v sušících komorách. To může být způsobeno chybami v konstrukci sušicích komor a také nesprávným prováděním sušícího procesu. Plíseň na povrchu dřeva lze pozorovat v té části sušicí komory, kde jsou zóny stagnující cirkulace, tzn. rychlost sušícího prostředku touto sekcí se blíží 0 m/s a dokonce zcela chybí. Poškození dřeva lze pozorovat v podobě lokálních plísňových skvrn na povrchu (obr. 3), stopy po distančních podložkách, na které je v řadách položeno řezivo.
Pro odstranění tohoto problému je při návrhu sušicí komory nutné zajistit intenzivní a rovnoměrně rozloženou cirkulaci sušícího prostředku stohem sušeného řeziva. Navíc na začátku procesu sušení v sušicí komoře je dalším faktorem biologického ničení dřeva nízká okolní teplota (až 40°C). K zahřátí naloženého materiálu, zejména v zimě, by mělo dojít co nejrychleji a při vysokých teplotách. Aby se materiál rychle zahřál a zabránilo se poškození houbami v počáteční fázi procesu, je důležité správně vypočítat tepelný výkon sušicí komory. Bez ohledu na zdroj tepelné energie (horká voda, pára atd.) by se tepelný výkon sušicí komory měl vypočítat přibližně na 5 – 6 kW na 1 m 3 vysušeného dřeva. I při krátkodobém (30 min) vystavení dřeva teplotám 55 – 60°C většina dřevokazných hub zahyne.
Typy trhlin
V důsledku nerovnoměrného smršťování a také vnitřních pnutí může docházet k praskání, borcení a vrásnění dřeva. Výsledkem nesprávného procesu sušení může být výskyt koncových, čelních (povrchových) a vnitřních trhlin v materiálu.
Ve většině případů se koncové trhliny v řezivu objevují dříve než jiné vady. Je to dáno tím, že konce sortimentů odpařují vlhkost intenzivněji díky vyšší vodivosti vlhkosti podél vláken než napříč nimi. Proto na koncích řeziva rychleji klesá vlhkost dřeva. Snížení vlhkosti způsobuje smrštění a v důsledku toho vznik tahových napětí v této části desky. Tato napětí jsou příčinou vzniku koncových trhlin, které probíhají zpravidla v radiálním směru (obr. 1a). Příčinou vzniku trhlin je příliš tvrdý režim sušení (vysoká teplota, nízká vlhkost sušidla). Trhliny ve dřevě vznikají, když napětí v tahu překročí pevnost dřeva.
Nejprve se vytvoří malé trhliny směřující několik milimetrů hluboko do materiálu. Pokud proces sušení pokračuje beze změny provozních parametrů, mohou se drobné trhlinky prohlubovat, rozšiřovat a procházet celým průřezem sortimentu. Pro eliminaci velkého množství koncových prasklin v sušeném materiálu je nutné snížit intenzitu odpařování vlhkosti z konců řeziva.
To lze provést několika způsoby:
- Omezte mytí konců řeziva sušicím prostředkem (toho lze dosáhnout instalací sít zakrývajících konce sušicích stohů. Stohy jsou nakládány do konce komory těsně u sebe).
- Natřete konce řeziva olejovými barvami a jinými levnými tmely. To se doporučuje zejména pro sortimenty velkých profilů a tvrdého dřeva.
- Používejte režimy sušení s vysokou vlhkostí vzduchu v počáteční fázi procesu sušení.
Bohužel v praxi je problematice koncové ochrany věnována malá pozornost, což vede k velkým ztrátám dřeva. Výrobci výrobků pokládají další délku řeziva pro další ořezání (vyříznutí koncové části desky s prasklinami) řeziva po vysušení.
Povrchové trhliny vznikají v řezivu během prvního sušení v důsledku nadměrného odpařování vlhkosti z povrchu. Na lících a hranách řeziva se mohou objevit povrchové trhliny. Kvůli příliš tvrdému režimu sušení se vlhkost ze středu sortimentu (vnitřní vlhkost) nestihne dostat na povrch a povrchové vrstvy vysychají. Vnitřní pnutí v nich překračuje pevnost v tahu a vnější vrstva dřeva praská. Směry povrchových trhlin se shodují se směrem vláken dřeva (obr. 16). Povrchové trhliny se mohou také prohloubit, pokud je proces sušení nadále špatně řízen.
Nosné desky jsou nejvíce náchylné k povrchovým trhlinám. Vznikají v nich tzv. radiální trhliny, které vznikají v důsledku nerovnoměrného smršťování dřeva v radiálním a tangenciálním směru. Je možné se vyhnout značnému počtu povrchových trhlin získáním minimálních rozdílů vlhkosti napříč průřezem materiálu. Toho lze dosáhnout sušením vlhčím vzduchem a také prováděním mezivlhko-tepelných úprav řeziva.
Vnitřní trhliny (obr. 1c) vznikají v konečné fázi sušení, kdy tahová napětí uvnitř materiálu převyšují pevnost v tahu. Vnitřní trhliny činí vysušený materiál zcela nepoužitelným, protože výrazně zhoršují pevnost. Na vnitřní praskliny jsou náchylné zejména listnaté dřeviny, jako je dub. Proto sušení takových dřevin vyžaduje pečlivou kontrolu vnitřních pnutí.
Aby se zabránilo tvorbě vnitřních trhlin, doporučuje se ve druhé fázi procesu sušení provést střední vlhkostní a tepelné úpravy s vysoušecím prostředkem s vysokou vlhkostí a teplotou. Díky úpravám je dosaženo snížení rozdílu vlhkosti v průřezu materiálu a snížení vnitřních pnutí.
Jiné vady
Příčinou deformace řeziva při komorovém sušení je příliš tvrdý režim sušení, zejména u listnatého dřeva. Ke zborcení dochází v důsledku nerovnoměrného smrštění v tangenciálním a radiálním směru, přítomnosti významných vnitřních pnutí v materiálu a také přirozených vlastností dřeva (křížově zrnité, nakloněné). Během sušení řeziva lze pozorovat příčné, podélné a šroubovité zborcení (obr. 4). Všechny je lze pozorovat současně na materiálu s výrazným jedním ze tří typů. Široké řezivo (200 mm nebo více), zejména tangenciální a smíšené řezivo, je nejvíce náchylné na příčné deformace. Radiální řezané desky jsou nejméně náchylné k deformaci. Křížová vlákna a pata dřeva způsobují především podélné kroucení a kroucení řeziva.
Vada sušení, jako je deformace, může být způsobena porušením procesu sušení: nedostatečným počtem distančních vložek, rozdílnou tloušťkou distančních vložek při vytváření stohu řeziva, zejména u tenkého materiálu (25 mm nebo méně), vyložením nevychlazeného stohu z komory (zejména v zimě) a dokonce i absence finální vlhkosti a tepelné úpravy.
Aby se zabránilo příčnému a podélnému zkroucení řeziva, měly by být desky přesně stejné tloušťky stohovány a sušeny ve sevřeném stavu. Spodní řady řeziva jsou fixovány hmotou řeziva z horních řad. Aby se zabránilo deformaci neuchycených horních dvou nebo tří řad řeziva, doporučuje se použít pružinové nebo pneumatické svěrky, v některých případech je na horní řadu stohu umístěna zátěž;
Vrásnění (kolaps) dřeva (obr. 1d) nastává v důsledku destrukce buněk dřeva (zploštění buněk). Taková vada se může objevit při vysychání některých druhů dřeva, jako je dub, jasan, topol, eukalyptus atd. Zploštění dřevěných buněk nastává, když je surové dřevo dlouhodobě vystaveno vzduchu vysoké teploty a vlhkosti. Zároveň je vysoce plastifikovaný. Z vnějšku vypadá zhroucení dřeva jako průřez materiálu nepravidelného tvaru (vzhled „vadla“). Aby se dřevo nesmačkalo, mělo by být řezivo s vysokou vlhkostí před sušením v komoře nejprve podrobeno atmosférickému sušení a pro takové řezivo by měly být použity nižší teploty a vlhkost vzduchu.
Takové vady vysychání, jako je změna barvy, nadměrné uvolňování pryskyřice na povrchu dřeva, se v dnešních podmínkách úspěšně řeší změnou provozních parametrů v závislosti na výchozím stavu vysušeného dřeva. Ke ztrátě uzlu dochází, protože hustší dřevo uzlu vysychá více než okolní vrstvy. Tento problém úspěšně řeší technologie zpracování dřeva (vzorkování dřeva s malým počtem suků, utěsnění padajících suků, vyříznutí oblastí s uzly).
Skryté vady sušení
Kromě zjevných vad sesychání se mohou objevit i vady skryté, za které lze rovněž považovat vady sesychání. K nedosušení řeziva dochází při narušení technologického procesu, tedy brzkém vyskladnění materiálu ze sušicí komory. Nedosušení materiálu může být způsobeno neuspokojivou kontrolou procesu sušení dřeva. Nerovnoměrné sušení řeziva může být důsledkem neúplného zatížení prostoru sušicí komory, nerovnoměrného rozložení sušidla po stohu, slabého pohybu sušidla materiálem, sušení dřeva různých druhů a tlouštěk v jedné komoře.
Protože vnitřní pnutí ve dřevě není způsobeno vnějšími faktory, je vyváženo v rámci konkrétního vysoušeného sortimentu. A pokud se hodnota napětí během procesu sušení nesníží, mohou se ve dřevě získat zbytková napětí, která následně povedou k vadným výrobkům v důsledku porušení jeho geometrie.
+7 (966) 555-77-88
+7 (960) 008-10-09
Praskání a deformace dřeva

Vysychání dřeva probíhá tak, že v oblastech přiléhajících k povrchům sortimentu je vlhkost výrazně nižší než ve vnitřních prostorách. To je hlavní důvod vzniku vnitřního stresu. Vnitřní napětí vznikají bez účasti vnějších zatížení v důsledku pouze nehomogenních změn objemu a jsou v rámci daného tělesa vyrovnávána. Celková vnitřní pnutí ve dřevě je vhodné uvažovat jako kombinaci dvou složek – vlhkosti a zbytkových pnutí. Vlhkostní napětí jsou způsobena nerovnoměrným smrštěním materiálu, které je zase způsobeno nerovnoměrným rozložením hygroskopické vlhkosti v něm. Tato složka celkového napětí vzniká omezením volného smrštění a zaniká při vyrovnání vlhkosti, kdy každá sekce sortimentu má možnost přijmout objem odpovídající její vlhkosti.
Zbytková napětí jsou způsobena výskytem heterogenních zbytkových deformací ve dřevě. Na rozdíl od vlhkostních nezmizí při vyrovnání vlhkosti v desce a jsou pozorovány jak při sušení, tak po jeho úplném dokončení. Značky vlhkosti a zbytkových napětí jsou opačné a výsledná celková napětí jsou algebraickým součtem. V první periodě sušení jsou vlhkostní napětí větší než zbytková a celková napětí se znaménkem větší složky se projevují jako tahová napětí na povrchu sortimentu a jako tlaková napětí uvnitř. Ve druhé periodě zbytková napětí převyšují vlhkostní napětí a výsledná napětí mění znaménko.
Pokud napětí v tahu dosáhne pevnosti v tahu dřeva přes vlákno, objeví se trhliny. Takto vznikají povrchové trhliny na začátku vysychání (obr. 36) a vnitřní trhliny (píštěle) na konci vysychání. Tyto trhliny (vnější a vnitřní) mají obvykle radiální směr, protože k prasknutí tkáně dochází podél medulárních paprsků v důsledku relativně slabého spojení mezi dřevěnými vlákny a medulárními paprsky.

Vnitřní pnutí zůstávající ve vysušeném materiálu (zbytková pnutí) mohou způsobit změny zadaného tvaru dílů při mechanickém zpracování dřeva. Kvantitativní charakteristiku vnitřních napětí lze nalézt pomocí metody měření zbytkových napětí ve dřevě s vyrovnaným obsahem vlhkosti. Touto metodou se tedy z desky ve vzdálenosti 0,3 m od konce odříznou vedle sebe dva řezy o tloušťce 15 mm (podél vlákna), které pokrývají celý řez. Po 1-2 dnech držení, aby se vlhkost vyrovnala, se jedna z částí rozdělí rovnoběžně s délkou na vrstvy o tloušťce 4 mm. Měřením délky těchto vrstev před a po řezání se určí změna jejich rozměrů a zjistí se relativní deformace každé vrstvy. Druhá sekce je rozřezána na vrstvy o tloušťce 8-10 mm; výsledné bloky se směrem vláken kolmým na jejich délku se použijí pro stanovení modulu pružnosti (při statickém ohybu se zatížením ve dvou bodech). Na základě získaných hodnot relativní deformace ε a modulu pružnosti E je pro každou vrstvu vypočteno napětí a pomocí vzorce:
Velikost zbytkových napětí po komorovém sušení je výrazně vyšší než po atmosférickém sušení. Řezivo z tvrdého dřeva má vyšší zbytková napětí než řezivo z měkkého dřeva. V povrchové vrstvě bukových desek tedy zbytková napětí v tlaku dosahovala 45 kg/cm2 a tahová napětí ve vnitřní zóně 22 kg/cm2, zatímco u borovicových desek byla napětí 16 a 8 kg/cm2.
S určitými komplikacemi (při zohlednění smrštění a provedení příslušných korekcí při určování relativní deformace, zabránění vysychání bloků pro stanovení modulu pružnosti) lze popsanou metodu použít i pro měření vnitřních pnutí ve dřevě během procesu atmosférického vysoušení a na konci komorového sušení (při nerovnoměrné vlhkosti podél sekce sortimentu). Deformování dřeva je změna tvaru sortimentu při sušení nebo vlhčení. Rozlišuje se příčné a podélné zvlnění.
Příčné zborcení je vyjádřeno změnou tvaru průřezu sortimentu. Například čtvercový průřez bloku se po vysušení stává pravoúhlým až kosočtvercovým, plochá deska získá drážkovaný tvar atd. Příčné zvlnění je způsobeno rozdílem mezi radiálním a tangenciálním smrštěním: vnitřní (směrem k jádru) líc desky je blíže čistě radiálnímu směru a vnější – tangenciální, takže rozměry různých částí desek se mění jinak. Čím větší je příčné prohnutí desek vyrobených z daného kmene, tím blíže k jádru je deska umístěna.
Podélné zvlnění je pozorováno ve dvou typech: ve formě ohybu (po délce), kdy se rovná deska po vysušení vyklene, a ve formě zkroucení, kdy rovná deska nabývá tvaru šroubovité plochy. První typ deformace je způsoben rozdílem ve smrštění podél vlákna mezi dvěma zónami dřeva (například pokud blok obsahuje bělové i jádrové dřevo nebo normální a patní dřevo), druhý je důsledkem sklonu vlákna . Na Obr. Obrázek 38 ukazuje různé typy podélného a příčného zvlnění.