Jaký proud by měl být použit pro svařování elektrod Uoni?
Svařovací elektrody ESAB UONI 13 45/55 se díky svým vynikajícím vlastnostem staly široce používány v domácím průmyslu. Dnes se aktivně používají k vytváření silně zatížených kovových konstrukcí, na které jsou kladeny zvýšené požadavky z hlediska pevnosti a spolehlivosti.
Svařovací elektrody UONI jsou dostupné v několika modifikacích, které se liší svým složením a používají se pro práci s různými materiály. Povlak všech těchto produktů obsahuje uhličitany a sloučeniny fluoru, což zajišťuje švu dobrou rázovou houževnatost a tažnost a také minimalizuje pravděpodobnost vzniku trhlin za tepla.
Navíc všechny modely těchto spotřebních materiálů zahrnují ruční obloukové svařování stejnosměrným proudem s obrácenou polaritou. Umístění svarového spoje může být různé, s výjimkou svislého švu vytvořeného shora dolů.
Při použití střídavého napětí je často pozorováno přetržení oblouku a slepení elektrody, zatímco u svařovacího proudu s přímou polaritou velmi rychle vyhoří konec jádra USI, čímž se prodlouží délka výboje.
Účel a označení produktu
Svařovací elektrody UONI umožňují vytvářet kovové konstrukce a ocelové výrobky, které:
- sestávají ze silnostěnných dílů a prvků;
- provozováno při nízkých teplotách;
- určeno pro trvale zvýšené zatížení.
Jinými slovy, svařování se používá při vytváření vysokopevnostních spojů a také tehdy, když je nutné opravit vady dílů vzniklých během procesu odlévání. Z tohoto důvodu jsou příslušné spotřební materiály určeny pro vysoce kvalifikované řemeslníky, zatímco začínajícím svářečům se doporučuje používat jiné, jednodušší analogy.
Pokud mluvíme o značení podle GOST, pak dekódování označení elektrody UONI E40A-UONI-13/45 SM-3,5UD GOST9467/60 označuje následující parametry.
- E – svařovací elektroda.
- 40 – pevnost spoje v tahu v kgf/mXNUMX.
- A – viskozita a plasticita švu.
- UONI je značka produktů, která znamená „univerzální nátěr vědeckého institutu“.
- 13/45 – úprava svařované elektrody.
- SM-3,5 – svařovací drát o průměru 3,5 milimetru.
- D – v provedení je nátěr proveden v silné vrstvě.
- U – používá se pro svařování dílů z uhlíkové oceli.
Všimněte si, že kromě písmene „U“ může označení elektrod UONI obsahovat písmena „V“, „L“ a „T“ (vysoce legovaná, legovaná a žáruvzdorná ocel) a také „H “ (označuje model pro povrchovou úpravu a opravu) . Kromě toho můžete místo písmene „D“ najít písmena „C“ a „M“, což znamená, že povlak je středně silný nebo tenký.

Populární druhy
Spotřební materiál tohoto typu se vyrábí v široké škále průměrů (od 2 do 5 milimetrů). Nejoblíbenější v modelové řadě jsou elektrody UONI 13 55 3mm a 4mm. Zároveň existují čtyři typy produktů, které mají specializovaný účel a své specifické použití.
- 13/45 – určený pro vytváření vysoce kritických kovových konstrukcí z nízko/středně uhlíkových ocelových polotovarů. Používají se také k opravám litých a kovaných výrobků a odstraňování vad. Jádro těchto elektrod obsahuje molybden a nikl, které dodávají svaru potřebnou houževnatost a tažnost.
- 13/55 – zaměřeno na svařování konstrukčních prvků z nízkouhlíkových/vysokouhlíkových ocelí. Povlak těchto modelů obsahuje fosfor, síru, křemík a mangan, což zaručuje vynikající kvalitu svarového spoje. Používá se ve výrobních dílnách. Výrobky jsou náročné na stav dílů (špína, rez a vlhkost na jejich povrchu).
- 13/65 – používá se ve stejných případech jako analogy 13/55. Tyto elektrody se používají k výrobě švu zlepšené kvality, ale cena takového SSSI za kg je znatelně vyšší. Proto se takové spotřební materiály používají pouze při vytváření zvláště kritických kovových konstrukcí a výrobků.
- 13/85 – nejdražší svařovací elektrody z modelové řady UONI. Aktivně se používají v procesu tváření konstrukcí z dílů vyrobených z legovaných ocelí.
Specifika elektrod SSNI
Kromě spotřebního materiálu SSNI jsou velmi oblíbené jejich nejbližší analogy, MP-3, které mají své vlastní výhody, a to:
- umí pracovat se stejnosměrným a střídavým proudem různé polarity;
- vhodné pro profesionály i začátečníky;
- umožňují svařování při vysoké relativní vlhkosti.
Výrobky značky MP-3 mají rutilový povlak a jejich hlavní nevýhodou je vysoká cena.
Pokud mluvíme o elektrodách SSSI, jejich hlavní technické vlastnosti jsou následující.
- Materiál – tyče ze svařovacího drátu Sv-08/08A (13/55).
- Spotřeba – 1,7 kilogramu na 1 kg roztaveného kovu.
- Nátěr je základní (složení závisí na modelu).
- Délka – 35-45 centimetrů s průměrem 2-3/4-5 mm.
- Depoziční koeficient odpovídá v průměru hodnotě 9 g/Ah.
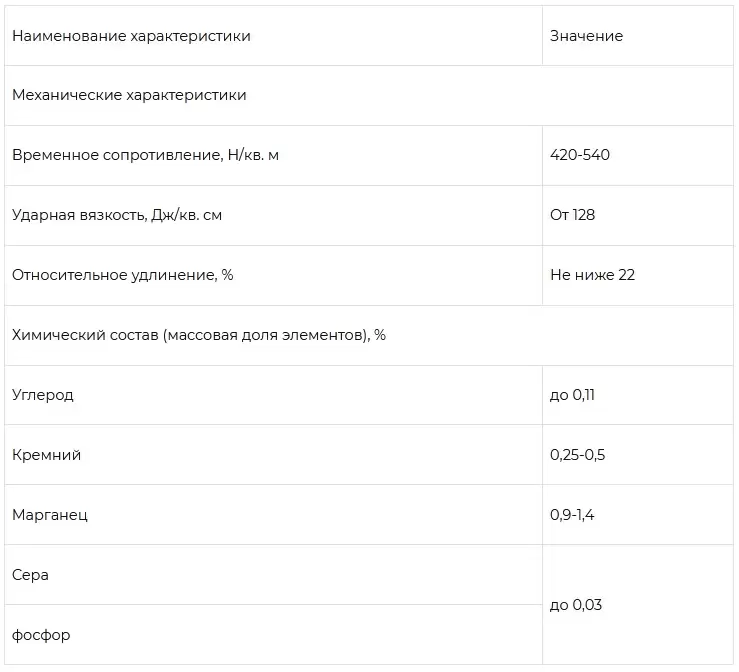
Chemické a mechanické vlastnosti elektrod SSNI jsou uvedeny v následující tabulce.
Elektrody UONI vybavené základním povlakem jsou na rozdíl od rutilových analogů kontraindikovány při vysokoampérovém proudu. Faktem je, že způsobuje uvolňování velkého množství tepla, což snižuje kvalitu vytvářeného švu. Pokud tento požadavek ignorujete, můžete pozorovat:
- pokroucený materiál;
- zvýšené rozstřikování;
- aktivní odpařování kovu;
- únik taveniny;
- což ztěžuje ovládání svarové lázně.
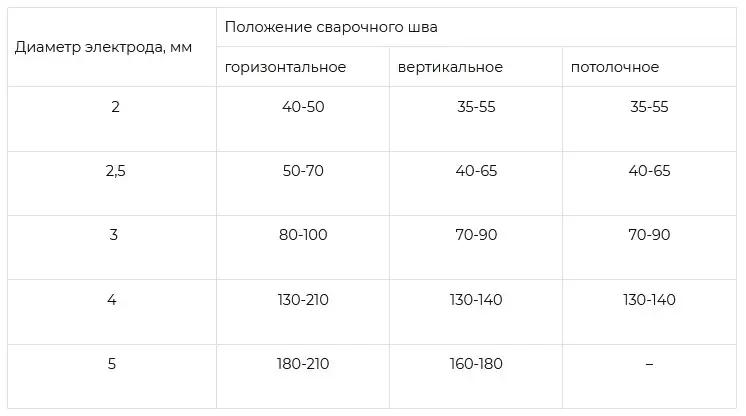
Doporučené proudové parametry pro výrobky různých průměrů jsou uvedeny v následující tabulce
Elektrody SSNI jsou baleny v balíčcích o hmotnosti 1 a 5 kilogramů. V závislosti na průměru výrobků může balení obsahovat od 10 do 100 elektrod.
Výhody a nevýhody
V seznamu nepopiratelných výhod svařovacích elektrod UONI odborníci zdůrazňují takové aspekty, jako jsou:
- schopnost vytvořit vysoce kvalitní šev s vysokou rázovou houževnatostí, spolehlivostí a tažností;
- nízká spotřeba elektrod díky železnému prášku v povlaku;
- není třeba používat ochranný plyn.
Pokud mluvíme o nevýhodách produktů SSSI, pak je třeba poznamenat:
- potřeba přilákat zkušené svářeče;
- důkladná příprava svařovaných dílů;
- neschopnost používat střídavé napětí.
Na základě výše uvedeného lze konstatovat, že produkty SSSI jsou vysoce specializované elektrody, které vyžadují profesionalitu a kompetentní přístup ke svařování.
Proces svařování
Před zahájením procesu svařování kovové konstrukce musí být elektrody SSSI kalcinovány. To je způsobeno porézní strukturou jejich povlaku, který aktivně absorbuje atmosférickou vlhkost a snižuje výkonnostní charakteristiky spotřebního materiálu.
Tento proces zahrnuje umístění elektrod do speciální pece. Teplotní parametry pro kalcinaci jsou uvedeny na obalech produktů pro každý konkrétní model. V průměru se jedná o teplotní efekt asi 250-300 stupňů Celsia po dobu 4 hodin. Nedoporučuje se provádět kalcinaci více než třikrát, aby nedošlo ke ztrátě výkonnostních charakteristik elektrod.
Vlastní svařování se provádí v následujícím pořadí.
- Čištění povrchů dílů.
- Řezné hrany obrobků podle GOST.
- Umístění konstrukčních prvků podle výkresu.
- Připojení svářecích zařízení.
- Nastavení parametrů proudu pro konkrétní elektrodu.
- Buzení oblouku.
- Vytvoření švu rybí kosti.
- Otočení obrobku a vytvoření obráceného švu.
- Chlazení, čištění a kontrola spojů.
Svařovací elektrody UONI by měly být skladovány na suchém, vytápěném místě s vlhkostí maximálně 50 %. Je třeba se také vyhnout přímému vystavení slunečnímu záření a vlhkosti. Nízké teploty (méně než +15°C) jsou také kontraindikovány.

Jedním z nejoblíbenějších materiálů používaných pro svařování nízkolegovaných a uhlíkových ocelí jsou elektrody UONI-13/55. Značka byla vyvinuta již v roce 1940 a od té doby byly tyto elektrodové produkty široce používány v průmyslových zařízeních v SSSR a dnes jsou široce používány v Rusku. Hlavním účelem je svařování kritických a zvláště kritických konstrukcí, které lze provozovat při vysokém střídavém zatížení (od léta po velmi nízké zimní teploty).
Co znamená označení elektrod UONI 13?

Elektrody pro obloukové svařování UONI-13/55 vytvořili specialisté z laboratoře tehdy tajného Vědecko-výzkumného ústavu č. 13. Proto dekódovací charakteristika UONI-13/55:
- U – univerzální (elektroda);
- O – hlavní typ povlaku;
- N – výzkum;
- I – ústav;
- 13 – číslo ústavu.
Instituce, založená již v roce 1922 v Petrohradě, úspěšně funguje dodnes. Současný název je FSUE „Centrální výzkumný ústav materiálů“.

Hlavní vlastnosti elektrod UONI-13/55
V souladu s požadavky GOST 2246-70 jsou elektrody vyrobeny ze svařovacího drátu třídy Sv-08A (uhlíková ocel). Povlak je základního typu. Protože obsahuje fluorid vápenatý, další fluoridové sloučeniny a karbidy, nazývá se také fluorid vápenatý.
Elektrody pro svařování UONI-13/55 mají také jiný název – nízký vodík. Poskytují extrémně nízký obsah vodíku ve svarovém kovu. Možnost vzniku mezikrystalových trhlin v takovém spojení je minimalizována.
Kov se vyznačuje vysokou tažností a houževnatostí. Vysoký je také indikátor pevnosti v tahu – činí 530 MPa. Díky těmto vlastnostem lze svařované konstrukce používat desítky let při nízkých teplotách, a to i v severních zeměpisných šířkách.
Elektrody pro svařování UONI-13/55 – technické vlastnosti

Spotřební materiál této značky poskytuje poměrně vysokou depoziční rychlost – dosahuje 9,5 g/Ah. Mezi další ukazatele patří:
- produktivita navařování pro tyč o průměru 4 mm je 1,4 kg/h;
- na 1 kg naneseného kovu se spotřebuje průměrně 1,7 kg elektrod;
- mez kluzu svarového kovu – 420 MPa;
- relativní poměr prodloužení – 22 %.
Rázová houževnatost kovu je: při t +20 °C – 130 J/cm²; při t -40 °C – 80 J/cm60; při -50 °C – XNUMX J/cm².
Vlastnosti svařování elektrodami UONI-13/55
Porézní základní nátěr má tu vlastnost, že dobře absorbuje vlhkost ze vzduchu, takže před svařováním musí být tyče kalcinovány v elektrické peci při 250 °C po dobu jedné hodiny. Mezi další funkce patří:
- povrch hran spojovaných dílů musí být čistý a suchý, stopy okují nebo rzi jsou nepřijatelné;
- pro svařování elektrodami UONI-13/55 se používá pouze stejnosměrný proud, polarita je obrácená;
- Jakákoli poloha svaru je přípustná, kromě svislého spádu;
Elektrický oblouk může být krátký nebo středně tlustý, zpravidla se vaří na krátkém oblouku.
Výhody svařovacích elektrod UONI-13/55
- Fluoridy a uhličitany povlaku zajišťují snadné zapálení oblouku a jeho stabilní hoření.
- Díky těmto prvkům je svarová lázeň spolehlivě chráněna před dusíkem a kyslíkem. Elektrody jsou vynikající pro práci v otevřeném prostoru a polních podmínkách.
- Ztráty kovu rozstřikem nebo vyhořením jsou částečně kompenzovány železným práškem, který je také přítomen v povlaku. Tedy – nižší (až o 15 %) spotřeba prutů ve srovnání s mnoha analogy.
- Kov výsledného svaru, jak již bylo zmíněno, má vynikající rázovou houževnatost a tažnost a obsahuje minimum vodíku.
Aplikace UONI-13/55

Materiál je široce používán při tvorbě mostních konstrukcí, což potvrzuje jeho certifikace ze strany NAKS pro takovou skupinu objektů, jako je KSM. Používá se také pro instalaci ropovodů a plynovodů, těsnění potrubních spojů.
Další oblastí použití je konstrukce: spojovací montážní prvky, armovací tyče používané pro výrobu železobetonových výrobků. Dalším účelem elektrod je opravné navařování. Umožňují eliminovat praskliny při prasknutí potrubí nebo nádrží.
Výrobci elektrod
Elektrody pro svařování UONI 13/55 se prodávají v baleních od 1 do 6.5 kg. Vyrábějí je nejen ruské, ale i zahraniční podniky. Jmenujme ty nejznámější značky.
Magnitogorsk Electrode Plant vyrábí svařovací elektrody UONI-13/55, které jsou certifikovány National Welding Control Agency pro použití při stavbě ocelových mostních konstrukcí (SBR). Produkty jsou certifikovány ruským námořním registrem námořní dopravy (MR) a říčním registrem (RR).
Mezi výrobci také:
- hlavní město Losinoostrovsk elektrodový závod;
- společnost High Technologies, která vyrábí produkt pod obchodní značkou NERO (Moskva);
- závod Mezhgosmetiz-Mtsensk, součást mezinárodního koncernu Lincoln Electric;
- Závod Sudislavsky Welding Materials (kraj Kostroma);
- závod KOMS-Export se značkou TIGARBO (Rostovsko) a další podniky.
Mezi zahraničními výrobci svařovacích elektrod UONI-16/55 stojí za zmínku především švédská korporace ESAB.
Dostupné v baleních o hmotnosti: 1; 4.5; 6; 3,5; 5 kg.
Průměr elektrody: 2; 2,5; 3; 4; 5 mm.
Elektrody UONI 13/55 zakoupíte na stránce: Elektrody pro svařování UONI 13/55