Jak vypočítat průměr závitového otvoru?
V tabulce jsou uvedeny průměry vrtáků a otvorů pro řezání metrických závitů s velký krok.
| Označení vlákna | Stoupání závitu, mm | Průměr vrtáku pro závit, mm | Průměr závitového otvoru s tolerančním rozsahem, mm | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Nominální | Mezní odchylky | ||||||
| M1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| M1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| M1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| M1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| M1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| M1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| M2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| M2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| M2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| M3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| M3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| M4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| M4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| M5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| M6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| M7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| M8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| M9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| M10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| M11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| M12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| M14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| M16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| M18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| M20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| M22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| M24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| M27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| M30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| M33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| M36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| M39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| M42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| M45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| M48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| M52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Řezání závitů. Tabulka závitových děr. Vzorec pro řezání závitů. Vznik šroubovice.
Ohodnoťte tento záznam

Základní pojmy.
Spojovací díly pomocí šroubů, šroubů a svorníků se hojně používají při výrobě kotlů v místech, kde může být nutné rozpojit konstrukční díly. Taková spojení se nazývají odpojitelná.
Šrouby, šrouby a svorníky jsou válcové tyče s vnějšími šroubovými závity na povrchu. Na konec šroubu, šroubu a čepu je našroubována matice, uvnitř které je rovněž vyříznut vnitřní závit šroubu.
Řezání lze provádět ručně nebo mechanicky na strojích pomocí speciálního nástroje na řezání závitů.
Závitové díly jsou vždy spárovány: matice a šroub. Proto se závitovací nástroje dělí na nástroje pro řezání vnitřních závitů – závitníky a pro vnější závity – matrice.
Závit je drážka a přilehlý výčnělek na povrchu válce nebo díry, běžící ve spirále zvané šroubovice. Úhel, pod kterým tato přímka stoupá, se nazývá úhel šroubovice. Dalším konceptem, jako je stoupání šroubovice, je vzdálenost celé otáčky šroubovice.
Vznik šroubovice.
Tvorba šroubovice může být znázorněna v následujícím tvaru. Vezměme si válec a pravoúhlý trojúhelník (obr. 1), jehož strana se rovná obvodu válce. Pokud je trojúhelník ovinut kolem válce a zarovnává hlavní rameno s rovinou základny válce, pak přepona tvoří spirálovou čáru na válci. Druhá strana trojúhelníku (noha) bude stoupání šroubovice a délka přepony bude délka otočení šroubovice.
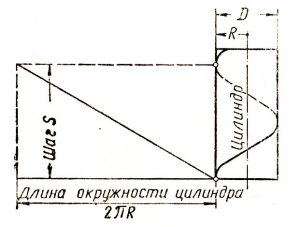
Rýže. 1. Vznik šroubovice.
Základní závitové prvky.
Jde-li šroubovice zleva doprava, tvoří pravý závit, a jde-li zprava doleva, tvoří levý závit. Závitování šroubů může být jednoprůchodové, dvouprůchodové nebo víceprůchodové. Plátky se liší profilem a velikostí.
Dříve se závity používaly pouze v palcových výpočtech, v současnosti jsou zachovány pouze pro šroubované výrobky a pro řezání trubek (plyn). U ostatních výrobků se používají metrické závity. Ve výrobě jsou nejčastější tvary trojúhelníkové, lichoběžníkové a obdélníkové nebo páskové závity.
Závit má tyto prvky (obr. 2): stoupání, úhel profilu, vnitřní, vnější a střední průměr a dále rozlišuje hloubku dutiny a výšku výstupku. Úhel profilu závitu je úhel mezi stranami trojúhelníku.
Rýže. 2. Závitové prvky.
a – vnější průměr; b – střední průměr; c je vnitřní průměr; d —horní část vlákna; e – dutina závitu; t – stoupání závitu; α je úhel závitu.
Palcový závit má profilový úhel 55° a je charakterizován nikoli stoupáním závitu, ale počtem závitů (závitů) na 1 palec a také vnějším průměrem závitu, měřeným v palcích. Metrický závit má profilový úhel 60° a vyznačuje se tím, že se měří stoupáním závitu a vnějším průměrem šroubu v milimetrech. Trubkový závit má profil palcového závitu, ale je menší a průměr závitu se považuje za vnitřní průměr trubky, nikoli za vnější. Měří se také v palcích a je charakterizován počtem závitů na 1 palec.
U jednocestného šroubu se stoupání rovná vzdálenosti mezi dvěma sousedními vrcholy závitového profilu, u dvoucestného šroubu – dvě vzdálenosti, u třícestného šroubu – tři atd.
Nejsprávnější a nejpřesnější závity, různé v počtu závitů (závitů) a vnějších průměrech, se vyrábějí na šroubořezných soustruzích pomocí závitořezů.
Vzorec pro řezání závitů. Jak vypočítat průměr vrtáku pro závitování?!
Pro řezání závitů je třeba zvolit správný průměr vrtáku. Při větším průměru nebude mít vyvrtaný otvor celou hloubku závitu, a pokud je otvor menší, než se očekávalo, pak se zvyšuje pravděpodobnost zlomení závitníku a stržení závitu. Průměr závitového vrtáku lze vybrat z tabulky nebo vypočítat pomocí vzorců:
Pro měkké kovy: d = D – 0,09 S nebo d=D – 1,5 t.
Pro tvrdý křehký kov (ocel): d = D – 1,8 t.
Pro houževnaté kovy (měď, hliník atd.):
d = D – 1,2 t.
kde d je průměr otvoru (vrtáku) pro závit v mm;
D – průměr vnějšího závitu v mm;
S – stoupání závitu v mm;
t – hloubka řezu v mm.
Při řezání závitu závitníkem by měl být otvor o něco větší než vnitřní průměr závitu. Výběr vrtáku v závislosti na kovu, ve kterém je závit řezán, a typu závitu je uveden v tabulce. 1.
Otvory pro závitování.
Tabulka 1. Výběr vrtáku pro závitový stůl. Ocel, mosaz.
| Ocel a mosaz | Řezání trubek | ||||
| Metrické řezání | Palcové řezání | průměr závitu v palcích | průměr vrtáku v mm | ||
| průměr v mm | průměr závitu v palcích | průměr vrtáku v mm | |||
| vlákna | vrtáky | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1 / 4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1 / 2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1 / 4 | 28 | ||
| 27 | 23,7 | 1 1 / 2 | 33,7 | ||
| 30 | 26,1 | 1 3 / 4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Poznámka: U litiny a bronzu by se při řezání metrických závitů měla velikost vrtáku zmenšit o 0,1 mm; při řezání palcových závitů by měla být velikost vrtáku o 0,1-1,0 mm menší, v závislosti na velikosti.