Jak tvarovat polykarbonát?
V předchozích číslech časopisu byly čtenářům prezentovány články o hlavních technických a provozních vlastnostech hlavních značek monolitického polykarbonátu (PC), různých způsobech jeho zpracování a pravidlech pro instalaci desek pro vertikální a horizontální zasklení. Důležitou vlastností monolitického polykarbonátu je schopnost plechů podstupovat různé procesy tvarování za tepla. Tento článek pojednává o téměř všech možných metodách tepelného tvarování monolitických PC desek, jejichž prostřednictvím se získávají vysoce kvalitní produkty pro širokou škálu aplikací – venkovní reklama, stavebnictví, lékařství, doprava, výroba nástrojů.
TVÁŘENÍ ZA STUDENA
Monolitický plošný polykarbonát lze ohýbat za studena. To dává obrovskou svobodu konstrukčních řešení při pokrytí architektonických konstrukcí složitých tvarů – oblouky, kopule, kužely, válce. Při ohýbání monolitického PC v pravém úhlu závisí minimální poloměr ohybu na tloušťce plechu.
| Tloušťka plastu (mm) | Poloměr ohybu (mm) | Maximální úhel ohybu |
| 1 – 2 – 2.5 | 2 | 90° |
| 3 – 4 | 3 | 90° |
| 5 – 6 | 5 | 90° |
HORKÝ OHYB
PC plechy lze ohýbat na malý poloměr v místě ohybu zahřátím požadované plochy na obou stranách elektrickým lineárním (drátovým) ohřívačem a rychlým ohnutím plechu podél topné linie. Je-li dosaženo optimální teploty plechu (přibližně 160°C) a nízkého ohybového odporu, je proces snadný. Předsušení je nutné pouze v případě, že se v oblasti ohybu objeví bublinkový efekt. Pokud se proces ohýbání provádí v zahřátém stavu, mohou výsledná vnitřní pnutí vést k praskání materiálu. Ochranná fólie musí být odstraněna z obou stran plechu nebo alespoň z topné zóny.
TERMOFORMOVÁNÍ
Existuje několik metod tvarování za tepla, které lze použít pro desky z PC: zahřátí desek a potom aplikace razidel a mechanických sil, tlak vzduchu nebo vakuum. Používají se oba typy matic – pozitivní i negativní. Požadovaná teplota pro termoplastické lisování PC se pohybuje v rozmezí 180-210°C. Desky se doporučuje ohřívat na obou stranách infračerveným (IR) zářením o výkonu 30 kW/m². Pro velkoobjemové lisované PC produkty by se měly používat matrice vyrobené z odolných materiálů, jako je hliník a ocel. V tomto případě je nutné udržovat určitou teplotu matrice. Optimální teploty matrice, při kterých se dosahuje vysoce kvalitních povrchů PC produktů, jsou 80-120°C a pro studené oblasti lisovaného plechu – až 130°C. Před lisováním je nutné plechy podrobit předsušení, které se provádí při teplotách 110-120°C v komorách s cirkulací vzduchu pro každý plech jednotlivě, odstraněním ochranné fólie. Při vytváření PC desek s ochrannou vrstvou proti ultrafialovému (UV) záření je třeba vzít v úvahu, že dostatečná UV ochranná vrstva je zachována pouze tehdy, když poměr tažení nepřesáhne 1:1,5.
PŘÍMÉ VAKUOVÉ TVAROVÁNÍ
Přímé vakuové tváření je jedním z nejběžnějších tvářecích procesů. Zařízení je poměrně levné a proces je z hlediska výroby jednodušší než použití mechanického působení a tlaku. Během vakuového tvarování je deska PC upnuta do rámu a zahřívána. Když list dosáhne elastického stavu, propadne se do negativního tvaru ve formě prohlubně. Vzduch je z formy odsáván pomocí vakua a působením atmosférického tlaku horký plech lícuje s formou po celém jejím obrysu. Po vychladnutí se výrobek vyjme z formy. Hluboké negativní lisování obvykle ztenčuje spodní rohy produktu. K tomu dochází, protože horký plech nejprve klesá ke dnu ve středu formy. V důsledku ztenčení plechu se mohou v rohových částech výrobku vytvořit praskliny.
POZITIVNÍ TVAROVÁNÍ
Proces pozitivního tváření je podobný procesu přímého vakuového tváření s tím rozdílem, že po upnutí a zahřátí je plech mechanicky natažen na vakuovou formu a díky rozdílu tlaků dosedá na „kladnou“ (konvexní) matrici. V tomto případě má plech všude svou počáteční tloušťku. To umožňuje lisování s poměrem hloubka/průměr = 4/1, ale proces je technologicky složitější než v případě přímého lisování. Pozitivní matrice jsou jednodušší na výrobu a levnější než negativní matrice, ale ty první se snadněji poškodí. Pozitivní tvarování lze také provádět pomocí samotné gravitace (bez vakua).
LIŠOVÁNÍ POMOCÍ ZÁSOBNÍKU A DĚROVAČE
Formování lisováním a lisováním je proces vytlačování zahřáté desky PC pod tlakem mezi kladnými a zápornými lisovacími nástroji vyrobenými ze dřeva, sádry, epoxidové pryskyřice a podobných materiálů.
POZITIVNÍ VAKUOVÉ TVÁŘENÍ
Pozitivní vakuové vyfukování se používá v případech, kdy je nutné tvarovat PC desky na výrobky velké hloubky se stejnou tloušťkou stěny. Prostěradlo je upevněno v rámu, zahříváno a pod řízeným tlakem vzduchu nafouknuto do „bubliny“. Poté, co „bublina“ dosáhne určité výšky, zahřátý pozitivní razník vtlačí plech do raznice s přiváděným stlačeným vzduchem z raznice a matrice je evakuována. Velikost razníku je 75-85 % hloubky matrice.
TVÁŘENÍ POZITIVNÍM TLAKEM
Pozitivní tlakové tváření je podobné pozitivnímu vakuovému tváření, při kterém lisovník lisuje horké PC desky do negativní matrice. Tlak z razidla distribuuje plastovou fólii podél stěn formy.
POZITIVNÍ VAKUOVÉ TVRÁNÍ
Obvodové nebo úhlové ztenčení válcových a krychlových výlisků lze vyhladit pomocí procesu mechanického lisování plastového materiálu do negativní matrice. Razník by měl být o 10-20% menší než matrice a měl by být zahřátý na teplotu plechu. Po vtlačení horkého plechu do formy je vzduch z formy odstraněn pomocí vakua a produkt je formován.
Pozitivní vakuové tváření a přetlakové tváření zahrnují vysoký tah materiálu, zkrácené cykly chlazení a dobrou kontrolu tloušťky stěny hotového lisovaného výrobku. Tyto procesy vám umožňují řídit teplotní podmínky zahřívání a tvarování, a jsou proto univerzálnější než proces přímého vakuového tvarování.
Polykarbonáty jsou uhlíkové polymery s organickými skupinami spojenými v dlouhém souvislém řetězci. Jsou termoplastické, tzn. Při určitých teplotách měknou a lze je tvarovat do různých tvarů. Polykarbonáty vydrží vysoké rázové zatížení a obecně se nelámou.
Jsou přirozeně průhledné a amorfního tvaru.
Během výrobního procesu mohou být přidávány přísady, které mění jeho vlastnosti. Aditiva mohou snížit průhlednost polykarbonátu, zvýšit jeho požární odolnost nebo snížit jeho náchylnost k poškrábání. Mohou být také tvarovány do různých tvarů, nejběžnější jsou plechy, tyče nebo trubky.
Tento článek se zaměří na polykarbonátové desky a různé metody a zařízení používané k jejich formování do požadovaného konečného produktu.
Stroje a zařízení pro ohýbání polykarbonátových desek
Protože existují různé způsoby ohýbání plechů, vyplývá z toho, že stroje a zařízení, které budou použity, se liší.
Podívejme se na některé z těchto metod a zařízení.
Základní způsoby ohýbání polykarbonátových desek
Některé z nejběžnějších metod zahrnují:
1.Ohýbání studené linie
Polykarbonátový plech lze ohýbat i bez ohřevu. Existuje však několik faktorů, které je třeba zvážit a pokyny, které je třeba dodržovat, abyste dosáhli nejlepších výsledků. Mezi tyto faktory patří tloušťka plechu, úhel ohybu a nástroje.
Proto se doporučuje dodržovat následující body:
- Obsluha používá nástroje s ostrými hranami.
- Obsluha nechává materiál po ohnutí 1-2 dny nedotčený.
- Obsluha nedodá plechu požadovaný konečný tvar a během instalace nezmenšuje úhel ohybu.
- K překonání efektu odpružení může být nutné ohnutí, pokus vrátit ohnutý polykarbonát do původní polohy.
- Operátor se pokusí provést ohýbání za studena na vzorku, než přistoupí k výrobě většího produktu.
Jakmile jste spokojeni se zkušebním chodem na vzorku, uřízněte list na velikost potřebnou pro předběžné ohýbání. Poté dejte okrajům hladký povrch, aby se zabránilo praskání podél linie ohybu. List se pak rychle složí a ve většině případů zůstane ochranná fólie na místě.
Nyní, aby ohyb po odpružení zachoval požadovaný úhel, měl by být plech ohnut o 20-40 o více, než je požadovaný úhel.
POZNÁMKA: ohyby studené linie obvykle nepřesahují 90 o, protože to může překročit její mez pružnosti.
Tato metoda se nedoporučuje pro varianty s tvrdým povlakem nebo dokonce UV odolným polykarbonátem. Je to proto, že tento typ ohybu pravděpodobně oslabí účinnost takových přísad podél linie ohybu.
Příklad ohýbání polykarbonátových desek studenou linkou:
Podobně, protože v polykarbonátové desce bude zbytkové napětí, měl by být tento proces omezen na výrobu produktů, které budou používány v prostředí s nízkým dopadem.
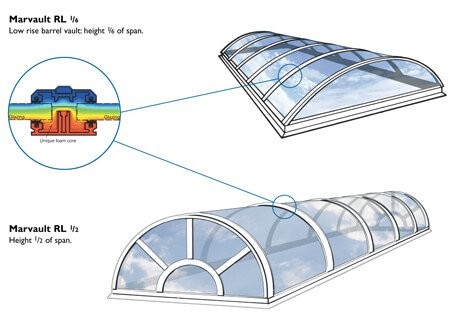
2. Ohýbání za studena
Jak název napovídá, ohýbání za studena je proces ohýbání celé desky polykarbonátu za účelem vytvoření kopule nebo oblouku.
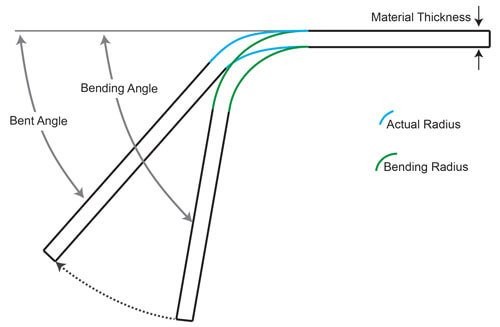
Při tváření tohoto tvaru vstupuje do hry hodnota poloměru tváření za studena. To dává minimální poloměr, kterého je třeba dosáhnout, aby konečný tvar zůstal na místě. Získá se vynásobením tloušťky plechu 100, tzn.
Minimální poloměr tváření za studena = tloušťka plechu x 100
Tento poloměr se používá při všech postupech ohýbání za studena.
Na obrázku výše jsou všechny hodnoty v palcích, ale princip často platí, i když jsou jednotky v milimetrech.
Je však důležité si uvědomit, že toto je obecně pro obyčejné polykarbonátové desky, protože možnosti aditiv mohou mít různé poloměry.
Ve skutečnosti, čím tvrdší varianta polykarbonátu, tím větší musí být její minimální poloměr tváření za studena.
Takže zatímco v jednoduchém polykarbonátu je tloušťka násobena 100; Existují typy polykarbonátových desek, které mají minimální poloměr 300násobku tloušťky desky.
3. Ohraňovací lis
Ohraňovací lis má dlouhou historii používání při tváření plechů. A relativní flexibilita polykarbonátových desek, které lze ohýbat až na hranici možností, aniž by došlo k porušení, umožnila použít tuto technologii při zpracování polykarbonátů. V zásadě k brzdnému ohybu dochází, když je list polykarbonátu držen mezi dvěma kusy kovu nazývanými razník/válec.
Je to v podstatě pohyblivá matrice, která je často stacionární a pohyblivá sekce pohybuje listem, aby mu dala požadovaný tvar.
Na trhu jsou různé typy ohraňovacích lisů, které lze rozdělit na ruční ohraňovací lisy, CNC ohraňovací lisy a hydraulické ohraňovací lisy.
Ruční lis na brzdu
Jak již název napovídá, ruční ohraňovací lis ovládá operátor působením fyzické síly.
Operátor používá páky k pohybu ekvivalentu razníku, aby přinutil plech ohnout se.
Tento typ brzd vyžaduje, aby obsluha ručně nastavila všechny kritické parametry brzdy, jako je požadovaná velikost a úhel ohybu.
Obsluha musí také upnout list na místě, než se jej pokusí ohnout.
Ruční brzdy sahají od malých přenosných brzd, sotva delších než délka paže, až po průmyslové verze vážící stovky kilogramů.
V důsledku toho existují ruční ohraňovací lisy, které jsou čistě mechanické, a jiné, které ke svému provozu vyžadují elektřinu.
Hydraulický ohraňovací lis
Jedná se o elektrický lis, který využívá hydraulickou sílu k pohybu pístu umístěného nad polykarbonátem.
Hydraulický ohraňovací lis má horní matrici s předem navrženou drážkou.
Pro ohýbání polykarbonátu se lis pohybuje danou silou směrem dolů, což způsobí ohnutí plechu.
Hydraulické ohraňovací lisy lze rozdělit do několika podskupin v závislosti na směru jejich pístu a matrice.
Nebo koordinace hydraulického systému, což vede k podtypům, jako jsou hybridní lisovací a torzní synchronizační brzdy.
CNC ohraňovací lisy
Jedná se o brzdy, jejichž stupeň flexe je řízen počítačovým numerickým řídicím systémem.
Poskytují vysoký stupeň přesnosti, protože systém razníku a matrice se může pohybovat ve více osách, nejen nahoru, dolů a do stran.
CNC brzdy se snadno programují pomocí obrazovky připojené k systému.
Prostřednictvím těchto obrazovek může operátor spustit simulace, aby viděl konečný produkt u některých modelů.
Protože systém současně monitoruje vstup a výstup, lze proces doladit v reálném čase. Hydraulické ohraňovací lisy a CNC ohraňovací lisy obvykle mají tyto náklady a určité součásti, jako je řídicí jednotka CNC, představují rozdíl v klasifikaci.
Při brzdění se doporučuje provést operaci velmi rychle. Jde samozřejmě o kompenzaci pružení – plech je potřeba ohnout. Ohnivzdorné verze polykarbonátových desek se nedoporučuje ohýbat, protože to může zhoršit jejich kvalitu.
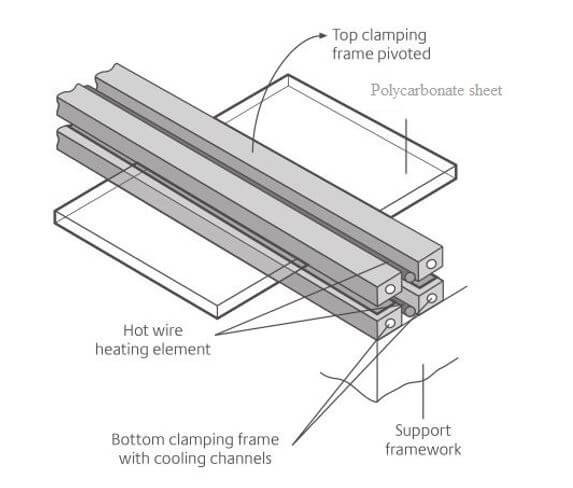
4. Ohýbání za tepla
S využitím termoplastické povahy polykarbonátů zahrnuje ohýbání plastů za tepla:
- Změkčení plechu podélně pomocí úzkého vyhřívaného proužku, jako je horký drát nebo elektrický ohřívač.
- Polykarbonátová deska se může zahřívat na jedné nebo obou stranách, v závislosti na faktorech, jako je její tloušťka.
- Pokud je polykarbonátová deska silnější než 3 mm, doporučuje se použít oboustranný ohřev.
Navíc, pokud je deska tlustší než 6 mm, doporučuje se odstranit ochrannou fólii chránící polykarbonátovou desku. Pokud to uděláte alespoň podél linie přehybu, zabráníte tomu, aby se natavila na polykarbonátovou desku. Typicky se při teplotách mezi 155 °C a 165 °C stane vyhřívaná oblast dostatečně poddajná, aby se dala ohnout do požadovaného úhlu.
Důsledkem místního ohřevu používaného při ohýbání za tepla je to, že plech se může při ochlazování roztahovat a deformovat. Proto se vždy doporučuje vyzkoušet účinnost ohýbání za tepla na malém vzorku polykarbonátového plechu před prací s větším plechem. Transformací tohoto vzorku tímto způsobem můžete také zkontrolovat, zda není celistvost listu poškozena ohybem. To se provádí úderem kladiva na čáru ohybu; pokud praskne, pak byla nastavená teplota příliš nízká. Proto byste jej měli nastavit směrem nahoru pro další vzorek, dokud nezjistíte, že si list zachovává svou integritu i přes takové nárazy.
Jedním ze způsobů, jak omezit praskání způsobené napětím na linii ohybu, je proces žíhání. Jedná se o proces zahřívání plechu na určitou teplotu a následného pomalého ochlazování zadanou rychlostí. Tím se mění jeho vlastnosti, jako je tvrdost, čímž se stává pružnějším.
Je také možné, že při použití kovových kontaktních topidel se mohou přilepit k povrchu a způsobit nežádoucí škrábance na polykarbonátové desce.
Za žádných okolností by se drát neměl dostat do kontaktu s polykarbonátovou deskou.
Navíc při aplikaci na polykarbonátové desky větší než 1 metr může ohýbání horké linky způsobit ohnutí desky do nezamýšleného konkávního tvaru. K tomu obvykle dochází v důsledku trhání vnějších okrajů. Proto se doporučuje vytvořit jednoduchý přípravek, který umožní plechu vychladnout na místě s minimální možností deformace.
Je třeba dbát na to, aby nedošlo k ohnutí konce listu, jak je znázorněno na tomto obrázku. Aby se předešlo takovýmto deformacím, musí se delší plechy předehřát (celý plech); 200 °F (93,3 °C). Toto funguje pro některé komerční verze.
Je však důležité přečíst si příručku k produktu, abyste našli ideální teplotu předehřívání pro polykarbonátovou desku, kterou máte.
S rostoucí tloušťkou plechu může být výhodné umístit topný článek do V-drážky.
Je to proto, že polykarbonát má tendenci absorbovat vlhkost a toto nastavení umožňuje odpařování vlhkosti bez vytváření bublin uvnitř listu. Zároveň umožňuje vytvoření ostrého úhlu.
Ohýbání polykarbonátu za tepla provádí firma z Petrohradu, zde je jejich web https://flamma.spb.ru/goryachaya-gibka-plastikov/gibka-polikarbonata/. O procesu ohýbání za tepla si u nich můžete ověřit přímo.
5.Ohýbání polykarbonátové desky pomocí fénu
V principu je použití horkovzdušné pistole k ohýbání polykarbonátového plechu podobné ohýbání za tepla, o kterém jsme psali výše. Pouze obsluha je nyní nucena neustále posouvat horkovzdušnou pistoli podél linie ohybu a otáčet polykarbonátovou desku, aby bylo zajištěno zahřívání na obou stranách. V tomto případě budete potřebovat pouze svěrák/svorku na přidržení listu na místě a horkovzdušnou pistoli.
Problém s použitím horkovzdušné pistole je však v tom, že protože je proces tak manuální, je pravděpodobnost nerovnoměrného ohřevu velmi vysoká. To zase znamená, že se podél linie ohybu mohou tvořit bubliny, což ovlivní trvanlivost polykarbonátu bod ohybu.
Přihlaste se k odběru našich stránek. Jsme na Telegramu, VKontakte a Odnoklassniki