Jaký typ závitu se nejčastěji používá v spojovacích materiálech?
Nejběžnějším způsobem spojování prvků různých konstrukcí je závitové spojení. Je široce používán ve stavebnictví, instalaci potrubí, strojírenství a mnoha dalších průmyslových odvětvích. Popularita této metody je způsobena následujícími výhodami:
- vysoká spolehlivost a dlouhá životnost;
- vytvoření rozebíratelných spojů, snadná instalace a demontáž pomocí veřejně dostupných nástrojů;
- kontrola utahovací síly při montáži;
- nízká hmotnost a rozměry spojovacích prvků ve srovnání s připojovanými konstrukčními prvky;
- široká dostupnost, velký výběr velikostí spojovacího materiálu.
Pro použití při výrobě a montáži dílů je nutné znát stávající typy a parametry závitových spojů.
Účel a typy závitových spojů
Závitové spoje jakéhokoli typu závitu vykonávají několik základních funkcí. Hlavním účelem je zajistit těsné spojení dosedacích částí pro dosažení požadované hodnoty. Díly jsou navíc zajištěny v dané poloze a je zamezeno možnosti jejich posunutí při provozu konstrukce nebo mechanismu. Dalším běžným účelem závitových spojů je zajistit specifikovanou vzdálenost mezi díly.
Klasifikace sloučenin tohoto typu se provádí podle několika parametrů. Zároveň je to velmi důležité, protože jejich rozsah použití, provozní vlastnosti a normy odmítnutí závisí na typu závitových spojů.
Podle způsobu provedení se rozlišují spoje provedené pomocí spojovacích prvků a přímé spoje. V prvním případě se instalace provádí pomocí šroubů, svorníků, matic, šroubů a dalších pomocných prvků. Přímé spojení se instaluje zkroucením spojovaných prvků, například závitových trubek.
Podle tvaru povrchu se rozlišují závity válcové a kuželové. Oba tyto typy závitů mohou být vnější nebo vnitřní. Ve směru zatáček může být řezání vlevo nebo vpravo.
Klíčovým parametrem pro klasifikaci je typ řezného profilu. Na základě této vlastnosti se rozlišují následující typy závitových spojů dílů:
Podívejme se na tyto typy podrobněji.
Metrický závit
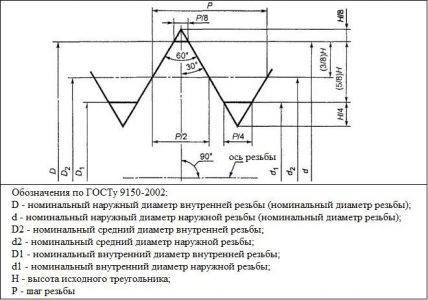
Nejběžnějším typem závitových spojů je metrický závit. Jeho profil je vyroben v souladu s GOST 9150-81 ve tvaru rovnostranného trojúhelníku s úhlem 60°. Stoupání metrického závitu může být 0,25-6 mm a vnější průměr může být od 1 mm do 600 mm. Tento typ závitového spojení se používá při výrobě většiny spojovacích prvků.
Dále se používá kónický metrický závit o průměru 6–60 mm s kuželem 1:16. Tento typ řezání umožňuje těsné spoje. Při jeho použití je dosaženo aretace spojovacích prvků, čímž odpadá nutnost použití pojistných matic.
Palcový závit
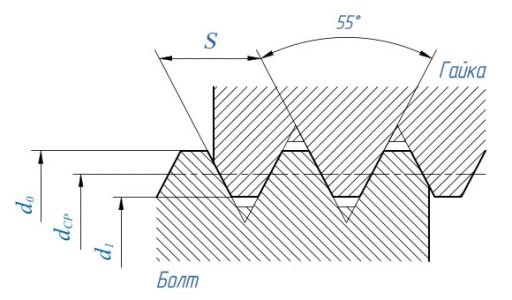
Palcový závit má profil ve tvaru rovnoramenného trojúhelníku s úhlem 55°, čímž se odlišuje od tvaru profilu metrického závitu. Průměry závitů se měří v palcích. Stoupání se určuje v počtu závitů na 1 palec délky závitové části výrobku. V průmyslu se používají závitové spoje o vnějším průměru 3/16 až 4 palce s počtem závitů na palec od 3 do 28. Tento typ závitování je široce používán na potrubních dílech, stejně jako na spojovacích prvcích vyrobených v USA , Velká Británie a řada dalších zemí.
K dispozici jsou také výrobky s kónickými palcovými závity. Díky kónickému tvaru je dosaženo zlepšené těsnosti spoje, což eliminuje potřebu těsnících prvků. Kónické palcové závity jsou široce používány při pokládání tlakových potrubí malého průměru v hydraulických systémech.
Trubkový závit
Trubkové válcové závity jsou vyrobeny v souladu s GOST 6357-81. Má profil ve tvaru rovnoramenného trojúhelníku, úhel sklonu hřebenů je 55°. Horní okraje hřebenů jsou zaoblené. Díky tomu jsou eliminovány další mezery v oblasti výstupků a prohlubní, což zajišťuje zvýšenou těsnost spoje. Trubkové závity jsou palcové závity. Jeho průměr se pohybuje od 1/16 do 6 palců a jeho rozteč se pohybuje od 11 do 28 otáček.
Ve srovnání s jinými typy palcových závitů je stoupání závitu trubky zmenšeno. Snížené stoupání umožňuje zabránit kritickému zmenšení tloušťky stěny potrubí, které je nezbytné pro zachování pevnostních charakteristik potrubí.

Trubkové závity mohou být válcové nebo kuželové. V druhém případě je jeho zúžení určeno poměrem 1:16.
Lichoběžníkové
Závitové spoje tohoto typu nejčastěji zahrnují spoje typu šroub-matice. Lichoběžníkové závity jsou vyrobeny v souladu s GOST 9481-81. Jeho tvar je rovnoramenný lichoběžník. Úhel sklonu okrajů je 30°. Pro závity upevňovacích prvků používaných ve šnekových převodech je zajištěn úhel sklonu 40°.
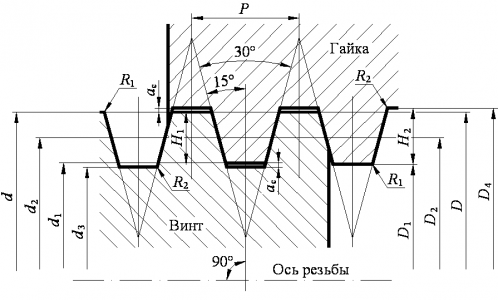
Profil trapézového závitu umožňuje zvýšenou pevnost spoje. Díky tomu se používá pro spojování částí mechanismů, které pracují pod vlivem dynamického zatížení, například v běžících maticích, které zajišťují vřetena ventilů atd.
Přítlačný závit
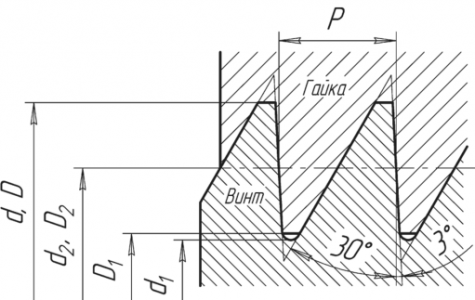
Přítlačný závit podle GOST 10177-82 má profil ve formě nerovného lichoběžníku. Úhel sklonu jedné strany hřebene je 3° a druhé strany je 30°. Tento typ se používá pro spojovací prvky o průměru od 10 mm do 600 mm. Stoupání závitu je 2–25 mm. Tento typ závitového spojení se používá pro upevnění dílů, které během provozu podléhají značnému axiálnímu zatížení v jednom směru. Řezný profil vám umožňuje účinně odolávat takovému zatížení.
Kulatá řezba “Edison”
Kulaté závity vyrobené v souladu s GOST 6042-83 mají profil tvořený oblouky. Úhel sklonu stran je 60°. Díky tomuto tvaru profilu jsou kulaté závity vysoce odolné proti mechanickému opotřebení. To umožňuje jeho použití v částech konstrukcí a mechanismů, které jsou vystaveny pravidelnému proměnlivému zatížení, například v částech potrubních armatur.

Exkurze do historie řezbářských standardů
Velký význam pro rozvoj průmyslu měla normalizace závitů v geometrii profilu a rozměrech. Vznik jednotné normy pro trubkové závity vedl ke zvýšení výroby trubek a stal se hnacím motorem rozvoje ropného a plynárenského průmyslu. Významnou roli v rozšíření závitových výrobků sehrál rozvoj strojírenství. Zatímco části strojů byly vyráběny ručně, každý stroj stál spoustu peněz a produkty, které vyráběl, nemohly být absolutně identické.
Normy závitů běžné dnes byly vyvinuty v 19. století. Prvním tvůrcem etalonu závitu a měřidla byl Angličan Joseph Whitworth. Ve Spojeném království je stále nejběžnější vlákno BSW (British Standard Witworth). Zavádění nového standardu začalo s anglickými železničními společnostmi. Zástupci jiných průmyslových odvětví rychle ocenili vyhlídky na upevnění standardizace a zavedli nový produkt do své vlastní infrastruktury.
Standardnímu systému Whitworth předcházel nástup strojů na výrobu závitového hardwaru v průmyslovém měřítku. Konstrukce šroubových řezacích strojů byla dlouhou dobu nedokonalá kvůli chybějícímu automatizovanému systému pohybu podpěry. U modelů strojů té doby byla fréza, vytlačující drážku na tyči kování, instalována jako podpora. Podpora byla přesunuta ručně, což nevyhnutelně vedlo k chybám. Stroj s podpěrou vynalezl ruský vědec Andrej Konstantinovič Nartov v roce 1718. Podpora, která zajišťuje přesnost dráhy nástroje, činí proces řezání závitů předvídatelným a vysoce přesným.
O více než 100 let později, v roce 1841, se objevil stroj Henryho Maudsleyho. Ve stroji Maudsley byla fréza namontována také na podpěře, která se pohybovala v příčném i podélném směru. Poloha třmenu se nastavovala pomocí dvojice šroubů se závity s určitým stoupáním. Maudsley vyvinul velkou část svého vybavení během práce pro Josepha Brama, který byl průkopníkem v oblasti hydrauliky a strojního inženýrství. Po 8 letech tvrdé práce v Brahmově dílně si Maudsley ze svých osobních úspor otevřel malou dílnu, kde o pár let později vytvořil originální šroubořez. Henry Maudsley je zodpovědný za vytvoření sad závitníků a matric a také za další důležitý vynález – mikrometr.
V důsledku technického vývoje se objevily nové typy závitových spojů. V roce 1837 byl v Americe vyvinut Briggsův standard kuželových závitů. Při šroubování dílu s vnějším kuželovým závitem dochází k jevu zaklínění: proces šroubování pokračuje, dokud závit nedosáhne nulového bodu, čímž je zajištěno spolehlivé spojení prvků. Kónické závity nevyžadují pojistné matice a jsou žádané v systémech, kde je nutné vytvořit hermeticky uzavřené rozhraní mezi konstrukcemi pro dopravu kapalných a plynných médií. V roce 1898 byl na mezinárodním kongresu schválen standard metrického závitu. Rozměrový rastr o průměrech pokrýval průměry od 6 mm do 40 mm. Moderní systém standardizace ISO pro závitové spojovací prvky se objevil v roce 19247.

GOST 8724-81 určuje, že krok od 1 do 68 mm je velký krok, vyšší než 68 mm je pouze malý krok. Také je třeba poznamenat, že jemné stoupání závitu může být různé pro stejný průměr tyče, zatímco velké stoupání závitu má pouze jednu hodnotu.
Metrické závity mají profil rovnoramenného trojúhelníku s úhlem 60°, kterému se také říká upevňovací závit. Protože všechny parametry závitu – průměr a stoupání – jsou uvedeny v milimetrech, nazývá se to „metrické“. Používá se pro aplikaci na vnější i vnitřní plochy spojovacích prostředků, nejčastěji válcového tvaru. Pro metrické závity existuje několik norem. Například v Evropě a USA se častěji používají metrické závity ISO. Metrická je označena písmenem „M“ označujícím hodnotu vnějšího průměru závitu a za znaménkem násobení „×“ označením stoupání závitu (např. M12 × 0.75).
Příklady značení závitů

- Metrické závity s velkým stoupáním se tradičně označují písmenem „M“, za kterým následuje hodnota vnějšího průměru, ale stoupání není uvedeno (například M8, M10, M14). Závit ISO zpravidla znamená závit s normálním (velkým) stoupáním.
- Metrické závity s jemným stoupáním jsou také označeny písmenem „M“, ale označení závitu vždy udává velikost stoupání v mm (např. M8 × 1). V zahraničí může být někdy (např. v záhlaví tabulek) označeno písmeny „MF“ (od „Fajn“ – „V pohodě“).
Typicky se spojovací prvky s jemným stoupáním závitu používají v podmínkách mírných vibrací nebo rázů, proto se používají v automobilovém průmyslu, letecké výrobě a pro upevňování velmi přesných mechanismů ve strojírenství.
Pokud jde o obvyklý krok, takové spojovací prvky jsou nejoblíbenější a používají se téměř všude.
Jak určit stoupání závitu bez závitové měrky?
V některých situacích máte šroub nebo matici s neznámými parametry závitu a po ruce není jiný měřicí nástroj než pravítko. Okamžitě stojí za to objasnit, že pomocí pravítka lze získat pouze hrubý výsledek, takže pokud budete taková měření pravidelně provádět, je lepší zakoupit měřidlo závitu a posuvné měřítko.
Závity jsou vyrobeny podle schválených norem, což umožnilo sjednotit všechny závitové spoje. Stoupání metrického závitu je vzdálenost mezi sousedními vrcholy nebo prohlubněmi závitového profilu. Právě tuto vzdálenost musíme změřit.
Jak určit stoupání závitu šroubu
Na závitovou část šroubu nasaďte rovnou hranu. Pokud se jeho milimetrové dělení shodují s vrcholy drážek, pak nemáte žádné možnosti pro krok 1 mm. Pokud ne, musíte spočítat počet závitů N na určitém segmentu délky L. První vlákno neberte v úvahu, protože od něj začíná počet a považuje se za nulový.
Vydělte délku vybraného segmentu v milimetrech počtem otáček, abyste získali rozteč P.
Například: P= L/(N-1) = 20 mm/(17-1) otáčky = 1.25 mm.
Jak určit stoupání závitu matice
Pro změření stoupání vnitřního závitu matice je nejlepší vybrat protišroub, který by se volně zašrouboval do závitového otvoru, a poté jej vypočítat. Pokud neexistují žádné vhodné šrouby, můžete použít jednoduchou metodu, která vyžaduje kus papíru a pravítko.
Odtrhněte malý proužek papíru a vložte jej do matice. Přitiskněte papír prstem k niti, dokud na něm nezůstane otisk povrchu se závitem. Pro lepší viditelnost můžete podél okrajů cívek nakreslit topný olej nebo značku. Pomocí pravítka na tisk změřte vzdálenost L mezi krajními značkami a spočítejte počet značek n v této oblasti mínus první (nula). Proveďte výpočty pomocí vzorce P = L/(N-1).
Například tisk vytvořil 5 jasných značek na segmentu 10 mm, což znamená:
P = L/(N-1) = 10 mm/(5-1) závitů = 2.5 mm
Místo papíru můžete získat tisk pomocí zápalky nebo tužky. Když známe vnitřní průměr matice, předpokládejme 10 mm, a vypočítané stoupání, porovnáme získaná data s tabulkou. V řádku závitu najdeme hodnotu M10 a požadované stoupání 2.5 mm (hlavní). Označení matice: M10x2.5.